
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Свойства легированного феррита 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 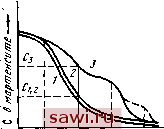 воре у дефектов кристаллического строения, образование предвыделений и выделение углерода и легирующих элементов в карбидную фазу. При этом мартенсит углеродистых сталей, имеющий объемноцентрированиую тетрагональную (о. ц. т.) решетку, переходит в феррит с о. ц. к. решеткой. В легированной стали начальные стадии распада мартенсита (150-200 °С) практически протекают так же, как и в углеродистой стали. Легирующие элементы слабо влияют на кинетику распада мартенсита до температур отпуска 150-200 °С и существенно изменяют ее при более высоких температурах. Карбидообразующие элементы (Сг, Мо, W, V, Nb) сильно замедляют распад мартенсита - выделение из него углерода. Если в углеродистой стали практически весь углерод выделяется из мартенсита при 250-300 °С, то в сталях с карбидообразующими элементами этот процесс сдвигается в сторону более высоких температур (до 400-500 °С)г Такое влияние этих элементов, очевидно, связано с уменьшением термодинамической активности углерода в растворе (см. гл. IV, п. 6), т.е. с увеличением сил связи Между атомами углерода и карбидообразующего элемента в растворе. Некарбидообразующие элементы (Ni, Си) и слабый кар-бидообразующий элемент марганец практически не задерживают выделение углерода из мартенсита, а по некоторым данным даже несколько ускоряют этот процесс. Исключение из некарбидообразующих элементов составляет кремний, который заметно задерживает распад мартенсита. Изложенные закономерности иллюстрируются схемой рис. 59, показывающей выделение углерода из мартенсита в карбидную фазу в углеродистой и легированных сталях. Как видно из схемы, карбиды цементитного типа начинают формироваться независимо от легирования при одной и той же температуре {tn). Однако в стали, легированной карбидообразующими элементами, при более высоких температурах цементита образуется меньше, так как большее ко- Рис. 59. Схема выделения углерода из мартенсита в углеродистых (i), легированных не-карбидообразующими элементами кроме кремния (2) и карбидообразующими элементами (3) сталях (обобщение по литературным даииыи) личество углерода остается растворенным в мартенсите. Так, при температуре ti содержание углерода в мартенсите углеродистой и легированной некарбидообразующими элементами стали (Ci,2) намного меньше, чем в стали, легированной карбидообразующими элементами (Сз). При температуре tj из мартенсита стали, легированной карбидообразующим элементом, начинается интенсивное выделение углерода, что связано с образованием специального карбида. Значение температуры зависит от карбидооб-разующей способности элемента, растворенного в мартенсите: чем она выше, тем больше эта температура. Если в мартенсите растворены два карбидообразующих элемента, температуры образования специальных карбидов которых различаются, то на кривой 3 будет наблюдаться (штриховая часть кривой 3) второе интенсивное выделение углерода из мартенсита при температуре Кг- При этой температуре возникает специальный карбид второго, более сильного карбидообразующего элемента. Значения температуры для хромистых сталей ориентировочно равны 400-500 °С, для ванадиевых и молибденовых 500-550 °С, для ниобиевых и вольфрамовых 550-600°С. 2. Образование специальных карбидов и их коагуляция При отпуске мартенсита так же, как и при перлитном превращении, возможны два механизма образования специальных карбидов: через промежуточный карбид - легированный цементит (механизм на месте); путем непосредственного зарождения в твердом растворе. Механизм зарождения специального карбида из легированного цементита состоит в перестройке его решетки в решетку специального карбида после насыщения цементита легирующим элементом до предела растворимости в нем. Этот механизм предусматривает достаточно высокую растворимости легирующего элемента в цементите, необходимую для образования соответствующего специального карбида. Из всех карбидообразующих элементов только Хром имеет высокую растворимость в цементите (до 20 %). Молибден и вольфрам растворяются в нем в пределах десятых долей процента, а элементы IV и V групп (V, Nb, Ti, Zr и др.) практически не растворяются в цементите. Имеющиеся литературные данные показывают, что по механизму на месте при отпуске закаленной стали может образовываться карбид хрома-типа (Fe, Сг)7Сз. В высоко- хромистых сталях при отпуске по механизму на месте возможен также переход (Fe, Сг)7Сз->(Ре, Сг)2 Сб. Механизм непосредственного зарождения специального карбида в твердом растворе осуществляется для большинства карбидов при отпуске легированного мартенсита. По такому механизму формируются все карбиды типа МеС (VC, NbC, TiC, ZrC и др.), карбиды молибдена и вольфрама (МоС, WC, М02С, W2C), а также карбиды хрома (Fe, Сг)7Сз и (Fe, Сг)2зСб (при содержании в стали более 2- 4% Сг). При механизме непосредственного зарождения в твердом растворе возможно сложное перераспределение углерода между твердым раствором и карбидной фазой. Образовавшийся при низких температурах отпуска цементит с повышением температуры отпуска будет вновь растворяться в а-растворе, что обеспечивает необходимое количество углерода для образования специальных карбидов, формирующихся при температурах отпуска 450-600°С. Схемы образования специальных карбидов при отпуске мартенсита по указанным механизмам даны ниже: Через промежуточный легированный цементит (€на месте - in situ ): + (Fe, Ме)зС (22) Непосредственное зарождение в твердом растворе: (25) где ам-мартенсит; а -частично распавшийся мартенсит, но пересыщенный углеродом и легирующими элементами; оо - отпущенный мартенсит из которого углерод практически полностью выделился в карбиды; РезС и (Fe, Д/fe) зС-нелегированный и легированный цементит; Me Cy- специальный карбид штриховая стрелка показывает частичное обратное растворение цементита в а-твердом растворе). Таким образом, из всех карбидообразующих элементов только хром относится к элементам, карбиды которых мо- гут образовываться в стали как через легированный цементит, так и непосредственно из твердого раствора - отпущенного мартенсита. Карбиды всех остальных элементов зарождаются непосредственно из а-раствора, т. е. стадия образования промежуточного легированного цементита у них отсутствует. С повышением температуры отпуска зародившиеся карбиды начинают коагулировать. Для каждой карбидной фазы существует свой температурно-временной интервал коагуляции. Склонность карбидных фаз к коагуляции уменьшается по мере удаления их от цементита в ряду стойкости карбидов. Так, если в углеродистой стали коагуляция цементита начинается при температурах отпуска 350-400 °С, то в сталях, легированных карбидообразующими элементами, коагуляция начинается при отпуске 450-600°С. 3. Распад остаточного аустенита После закалки наряду с мартенситом в стали практически всегда имеется то или иное количество остаточного аустенита. В закаленных конструкционных сталях количество аустенита обычно бывает до 3-5 % (иногда до 10-15 %), в быстрорежущих сталях оно составляет 20-40 %, а в высокохромистых полутеплостойких инструментальных сталях (типа Х18М) количество остаточного аустенита после закалки может доходить до 60 и даже 80 %. При отпуске легированных сталей остаточный аустенит может распадаться по промежуточной ступени либо превращаться в мартенсит при охлаждении от температуры отпуска. При распаде остаточного аустенита на бейнит легирующие элементы (Мп, Сг, Ni, W, Si) повышают температуру отпуска, при которой протекает это превращение. Если в углеродистой стали остаточный аустенит распадается на бейнит при температурах отпуска 200-300 °С, то в легированных сталях в зависимости от состава и содержания легирующих элементов для этих целей необходим отпуск при температурах 400-600°С. Кинетика распада остаточного аустенита существенно отличается от кинетики изотермического распада первичного аустенита. Это обусловлено тем, что остаточный аустенит в структуре расположен в виде тонких прослоек между кристаллами мартенсита и, следовательно, находится в напряженном состоянии, превращение его в бейнит происходит практически без инкубационного периода. Возникающий бейнит по свойствам и 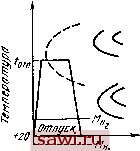 структуре близок к продуктам распада мартенсита при данной температуре. Превращение остаточного аустенита в мартенсит при охлаждении после отпуска может протекать в высоколегированных сталях, для которых характерна диаграмма изотермического распада аустенита с линией выделения избыточных специальных карбидов (рис. 60, штриховая линия). В.этом случае в процессе выдержки при температуре отпуска (обычно 500-600 °С) из остаточного аустенита выделяются специальные карбиды типа MesCg и др., остаточный аустенит обедняется углеродом и легирующим элементом, его мартенситная точка становится о выше комнатной температуры и при охлаждении в участках остаточного Рис. 60. Схема превраще- аустенита образустся мартенсит. ru.p.:ncrf\.ZZ7.. Иногда (например, в случае быстро-роваиных сталях. м ~ режущсй стали) ДЛЯ ПОЛНОГО превращения остаточного аустенита в мартенсит требуется двух-четырех-кратный отпуск. После такого отпуска твердость стали может быть даже более высокой, чем она была после закалки вследствие появления неотпущенного мартенсита. Поэтому такое явление иногда называют вторичной закалкой или вторичной твердостью. 4. Возврат и рекристаллизация матрицы При отпуске закаленной стали проходят процессы возврата и рекристаллизации, аналогичные протекающим при нагреве холоднодеформированной стали. Различие обусловлено разницей исходной структуры. Плотность дислокаций закаленной стали, как и холоднодеформированной, высокая (10-Ю* , мм-2), однако в мартенсите отсутствует ячеистая структура, а дислокации распределены относительно равномерно; для такой структуры характерно множество границ между мартенситными кристаллами. Все это, а также выделение карбидной фазы при отпуске накладывают свои особенности на процессы возврата и рекристаллизации мартенситной матрицы. По мере повышения температуры отпуска закаленной стали в тонкой структуре происходит перераспределение и мартенситная точка остаточного аустенита до отпуска: Л1д - то же, после отпуска аннигиляция дислокаций, выстраивание дислокаций в стабильные стенки, возникновение субзерен, образование полигональной субструктуры и начало рекристаллизации. Температурный интервал каждого из этих процессов и степень его реализации находятся в прямой связи с устойчи-   Рис. 61. Изменение дислокационной структуры при отпуске закаленной стали 40Ф, фольга, Х20 00О (В. М. Фарбер): а - закалка, б - отпуск при 680 °С, в - нагрев 780 °С востью сегрегации атомов примесей, типом, количеством и характером выделения карбидных (нитридных) фаз при отпуске и их влиянием на блокирование дефектов кристаллического строения. Указанные процессы хорошо наблюдаются при исследовании тонких фольг методом трансмиссионной электронной микроскопии (табл. 5). Из табл. 5 видно влияние выделений карбида ванадия на температурный интервал возвра- Установим охранное оборудование. Тел. . Звоните! |