
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 11.2. Органы управления кокеольйыми фреоеркыки станками Консольные фрезерные станки имеют идентичные органы управления, относительно мало отличающиеся друг от друга. Органы управления вертикального консольного фрезерного станка модели 6Р12П показаны на рис. II. 1, а, б. Автоматическое управление (переключатель 31) позволяет управлять движениями стола с помощью путевых кулачков и конечных выключателей без участия рабочего. Специальные путевые кулачки 26 устанавливаются Б пазу стола. Изменение направления и скорости хода стола происходит в тот момент, когда соответствующий кулачок, упираясь в рукоятку продольной подачи 20, повернет ее, а она, в свою очередь, включит один из конечных переключателей, находящихся во внутренней полости поперечных салазок. Другие кулачки Таблица II.4 Графические мнемопическне символы органов управления Назначение символа Эскиз символа Назиачеине символа Эскиз символа Шпиндель Импульсное перемещение липл Зажкм Подача АДАА/ Отжим Ручное управление Направление перемещения Управление от программы Быстрый ход Коисоль Пуск программы Технологическая оснастка 1> Охлаждение Выход в исходное (нулевое) положение Гидравлика Толчок шпинделя 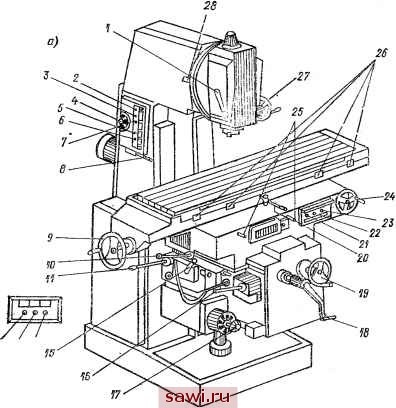 f2 IS n Hit. II.1. Органы управлен *! ьорткального консольного фрезерного стаикк episri: 1 - рукоятка зажима гильзы шпинделя; 2 - кнопка; 3 - киолка Импульс шпиндсчс 4 - грибок - указатель частоты вращения шпинделя; 5 - кнопка Пуск шпинделям; 6 - кнопка Стоп шпинделя ; 7 - кнопка Быстрый ход стола ; в - рукоятка переключения частоты вращения; 9 - маховичок ручного продольного перемещения; ]0 - рукоятка Бключепня продольной подачн; Л - pyitoHTKa включения лодач салазок и консоли (имеет четыре положения: Ы1с;:сд-назад; вверх -вниз); 12 - переключа-ВСЛ;. направления вращения шпинделя; 13 - пе-реключатель насоса охлад(Денпя; 14 - переключа-: ель ввода Включсно-виилючено ; Ш и 29 - 1>;Коятки зажима салазок; 16 - рукоятка, дуб-J;B>yтощая рукоятку 11; 17 - указатель н перс-гаЬчатель подач; IS - рукоятка ручного лере-Л1ещеиня консоли; 19 - маховик поперечного перемещения стола; 20 - включение продольной-Подачи Вправо-влево ; 21 - квслка Сюл шпиндель ; 22 - кнопка Пуск шпинделя ; 23 - кнопка Быстрый ход стола ; 24 - ручное мед-ло ЧП 1 ленное перемещение стола; 25 - зажим сюла; 2j vU VI 26 - место установки путевых кулачков; 27 - ручное перемещение гильзы шпинделя; 28 - квадрат поворота фрезерной головки; 30 - зажим консоли на станине; 31 - переключатель автоматическсго управления Н: механической подачи круглого поворотного стола (съемная принадлежность станка); 32 и 33 зажимы головки 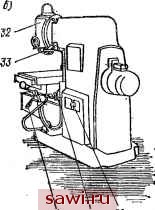 переключают скорость движения стола с рабочей подачи на быстрый ход и обратно. Расставляя в нужных местах паза стола кулачки, можно получать различные циклы движений: полуавтоматический вправо и влево, автоматический маятниковый и др. На металлорежущих станках применяются стандартизированнь1е графические мнемонические символы, облегчающие запоминание и заменяющие надписи на табличках, поясняющих назначение того или иного органа управления. В табл. II.4 приводятся символы, применяемые на фрезерных станках. II.3. Наладочног регулирование ф;]езерны)! станков В результате нормальной эксплуатации станков в течение длительного времени, а также под воздействием вибраций и перегрузок время от времени возникает необходимость устранения появляющихся отклонений от нормального состояния частей станка, которые могут привести к некачестсеинон обработке заготовок, а иногда и к nojroMKe станка ила режущего инструмента. Регулирование эазороз в подшипниках шпинделей. Передние опоры шпинделей большинства моделей консольных фрезерных станков (6.\\80Г, 6М82, 6Р83Г, 6М83, 6НП, 6.М12, 6Р12, 6PI3, 6Р13ФЗ, 6Р11ФЗ и др.) имеют идентичные конструкции, Б которь!;< применены двухрядные роликовые подшипники с конусным посадочным отверстием внутреннего кольца. Регулирование радиального зазора (на примере станка модели 6Р13) производится следующим образом (рис. П.2). В конус шпинделя вставляется деревянная оправка. С выступающей цилиндрической поверхностью шпинделя 3 вводится в контакт измерительный штифт индикатора с часовым циферблатом или микрокатора с ценой деления не бшее 2 мкм. Покачивая при помощи оправки шпиндель в его опоре, замечают крайние наибольшие отклонения стрелки индикатора. Если общее отклонение превышает 8-10 мкм, то зазор необходимо уменьшить до этого значения. С этой целью отвинчивают винты 2 и снимают кольцо /. Затем, ввернув пробку 9, раскоитривают гайку 7, отвернув штифт 8. Далее ударом медной выколотки по заднему торцу шпинделя подают его несколько вперед (на 0,5-1,0 мм) и, развернув виток упругой проволоки 12, вынимают дистанционные полукольца 4. После этого завинчивают гайку 7, втягивая шпиндель, одновременно насаживая и растягивая а го конусной шейке вмутрениее кольцо двухрядного роликового подшипника . В процессе этой операции шпиндель покачивают и нaбJrюдaют показания индикатора. По достижении отклонения 8-10 мкм затягивание гайки 7 прекращают 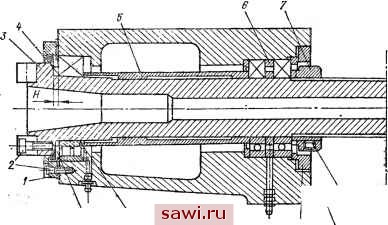 Г2 ff Ю Э Рис, 11,2. Шпиндельная группа станка модели 6PI3 (устройство регули{>ования) Установим охранное оборудование. Тел. . Звоните! |