
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 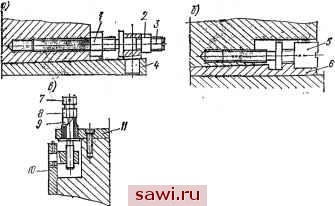 Рис. U.S. Регулирование sagoppp в направляю щнх стола, салазок, консоли и ползуна И тщательно замеряют точными концевыми мерами в четырех местах размер Н, оставшийся под полукольца 4. Затем полукольца шлифуют на замеренный размер Н й притирают на плоскостность, после чего ставят на место и закрывают кольцом 1. В заключение затягивают гайку 7 (сдавливая кольцо 6, подшипники и втулку 5) так, чтобы был обеспечен плотный контакт полуколец 4 с буртиком шпинделя и кольцом подшипника 11, гайку законтривают и завертывают пробку 9. Перед возобновлением работы необходимо смазать переднюю опору. При регулировании осевого зазора в конус шпинделя устанавливается оправка. Торец шпинделя фиксируется (с натягом) измерительным штифтом индикатора часового типа. Через динамсметр шпинделю в осевом направлении сообщается знакопеременная нагрузка Р= 1176-Ы960 Н (120-200 кг). При этом замечаются наибольшие крайние отклонения стрелки индикатора, разность которых составляет осевой люфт шпинделя. Затем отвинчиваются гайки 7 и 10. Продвигается вперед и вынимается шпиндель. Демонтируются радиально упорные шарикоподшипники и с ними дистанционные кольца. Дистанционное кольцо 6 шлифуется по размеру, учитывающему размер замеренного осевого люфта. После этого все снятое ставится на места, гайкой 10 наружные кольца шарикоподатшииков сжимаются, чем достигается их плотный контакт с дистанционным кольцом 6. Регулирование зазоров в направляющих стола, салазок, консоли и ползуна. Регулирование этих зазоров производится изменением продольного местоположения клиньев. Регулирование за-аора Б направляющих стола ведется продвижением клина 4 (рис. П.З, а) путем ввинчивания винта 3 в корпус при несколько ослабленной затяжке гайки 2 и отвинченной гайке /. Между клином и направляющей поверхностью стола ие должен входить щуп толндшой 0,03 мм. Плавность перемещения и степень усилия проверяются ручным способом. После регулирования гайки / и 2 надежно затягиваются. Зазор в направляющих салазок регулируется кли- 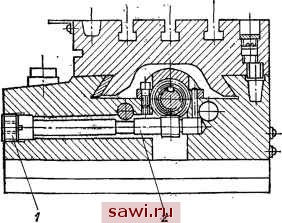 ;Рис. II.4. Механизм регулирования осевого люфта пары ходовой винт в гайка стола ном 6, продвигаемым винтом 5 (рис. П.З, б). Зазор не должен быть более 0,03 мм. Степень регулирования проверяется перемещением салазок вручную. На станках моделей 6Н80, 6Н81, 6Т80, 6Т81, 6Т82 и др. регулирование зазоров в направляющих консоли и ее зажим, как и зажим хобота на станине, производится о помощью одних и тех же клиньев. Так, зазор в направляющих консоли регулируется винтом 7 (рис. П.З, е) при ослабленной гайке 8, а ее зажим - завинчиванием винтовой втулки 9. В обоих случаях клин 10 перемещается. Однако при такой конструкции восстановление в направляющих зазора, необходимого для рабочих перемещений консоли, достигается тем, что винтовая втулка 9 вывинчивается до упора винта 7 в планку 11. Зажим хобота производится затягиванием клина винтом, расположенным сзади станины. Регулирование осевого люфта в винтовой паре ходовой винт - гайка стола производится следующим образом: несколько отвинчивается пробка / (рис. П.4), затем отверткой через центральное отверстие в пробке поворачивается за шлиц на торце валик-червяк 2 до выбора зазора между гайкой и ходовым винтом. Э(о устанавливается вращением маховичка винта на обнаружение мертвого хода. Регулирование производится до тех пор, пока мертвый ход составит не более 3-4° поворота маховичка. Следует при этом убедиться, что на всей длине перемещения стола (вручную) не произойдет заклинивания гайки. Регулирование предохранительной муфты в цепи привода подач (коробки подач станков моделей 6М81, 6М82, 6Н81, 6Н82, 6Т82 и др.). В целях предотвращения поломок при перегрузках следует обращать особое внимание на регулирование предохранительной муфты. При этом предварительно снимается крышка 2 и вывертывается пробка 1 (рис. П.5, а). Затем винт 4 (рис. П.5, б) вывинчивается настолько, чтобы он вьшел из паза. В отверстие под пробку 1 вставляется стержень так, чтобы его конец вошел в одно из отверстий под ключ на цилиндрической поверхноста гайки 5 и не позволял ей поворачиваться. При помощи подходящей пластины поворачивается зубчатое колесо 9, иа ступице которого установлена гайка 3. Этими поворотами в нужном направлении гайка свинчивается или навинчивается на резьбу ступицы зубчатого колеса 9 и тем самым уменьшает или увеличивает крутащий момент, который должен быть приложгн а) 1 муфты и фрикционной электроыаг- л ....,- д \ 1 Механизмы предохранительиой \Л12;2) муфты и фрикционной электромагнитной муфты в цепи привода во- 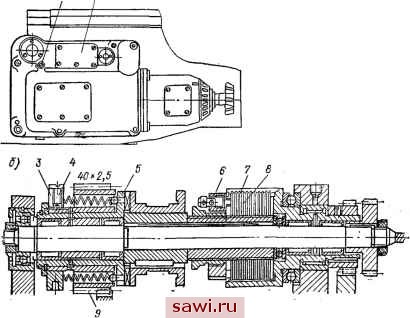 к муфте 5 с торцевым зубом, чтобы заставить шарики отжать пружину и позволтъ ей провернуться. После регулирования завинчивается винт 4 так, чтобы он вошел в паз на ступице зубчатого колеса. Нормальная работа фрикционной электромагнитной .муфты (рис. П.5, б) в цепи привода быстрого хода обеспечивается соблюдением следующего ее состояния: а) общий зазор между дисками фрикциона 7 и S не должен превьппать 2-3 мм; регулирование зазора производится гайкой 6 при снятой крышке 2 (рис. II.5, а); б) во включенном положении диски должны плотно прилегать друг к-другу, будучи сжаты сердечником электромагнита. 11.4. OiciiEiiibis правша техииг{и Ызшъътйш щш paSsTS на фрезерных сташсах Обеспечение безопасной эксплуагации станков является в.ажнейшим условием правильной организации рабочего места. Каждый фрезеровщик должен получить инструктаж по технике безопасности и строго соблюдать ее основные требования Перед началом работы необходимо: 1) привести в порядок рабочую одежду, т. е. застегнуть или обхватить широкой резинкой обшлага рукавов, заправить одеаду так, чтобы не было развевающихся концов; убрать волосы под плотно надетый лоловн-ой убор или косынку; 2) убедиться в исправности станка, инструмента, приспособлений, -ограждений, а также предохранительных и заземляющих устройств со стороны электропитания; 3 проверить на холостом х®ду станка исправность действий органов управления, системы смазки и охлаждения, фиксацию рычагов включения и переключения; периодически проверять правильность работы блокировочных устройств.; 4) немедленно заявить мастеру о вс€х обнаруженных неисправностях станка, инструмента, приспособлений, эдектрооборудовання; до устранения неисправностей к .работе не лпистунать; самостоятельно ремонтировать или переделывать детали и части станка не разрешается; 5) удобно установить тару под заготовки и обработанные изделия; проверить исправность подножной решетки, настила и отсутствие на них мест, залитых маслом. Во время рабогы следует: 1) производить установку и съем тяжелых заготовок и приспособлений ;(с массой более 20 кг) только с помощью подъемных устройств; освобождать заготовку oi подвески .разрешается только после ее установки и-надежного закрепления па станке; 2) не нарушать правило, запрещающее работать на станке в рукавицах или перчатках, а также с забинтованными пальцами, не защищенными резиновыми напальчниками; 3) надежно и жестко закреплять приспособления, инструмент и заготовки на станке; 4) в целях предотвращения травм рук, поломки фрез и порчи поверхности стола стайка тяжелые фрезы 2 (рис. И.6, а) предварительно сгавятся на специальную деревянную подставку 3 (в крайнем 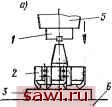  Способы Рве. 11.6. установки иа стайке тяжелых фрез крупных и случае на кусок толстой доски) на стол 6 станка. Затем, скользя вместе с ней по поверхности стола или перемещая стол и консоль, центрируют фрезу со шпинделем /, после чего ручным перемещением гильзы или ползуна 5 шпинделя, а иа горизонтальных станках - перемещениями CTOJsa,2 (рис. II.6, б) конус оправки фрезы 4 вводят в конусное отверстие шпинделя / и затем ручным завинчиванием (в резьбовое отверстие оправки) штребеля или механизированным зажимом фреза закрепля-е1ся; Установим охранное оборудование. Тел. . Звоните! |