
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 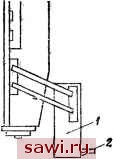 Б) во избежание травы из-за поломки инструмента необходимо: а) включать сначала вращение шпинделя (фрезы> и лишь затем подачу, осуществляя это вне контакта инструмента с заготовкой; б) перед остановкой станка выключить сначала подачу и отвести фрезу от заготовки, затем выключить вращение шпинделя; 6) при возникновении вибраций станок остановить и принять меры к их устранению (проверить закрепление и состояние фрезы, заготовки, изменить режим резания); 7) при фрезеровании использовать защитные устройства, прозрачные защитные экраны (рнс. 11.7) или индивидуальные щитки-очки; 8) нрдопустимо производить измерения заготовки в процессе ее фрезерования; 9) вытирать руки только чистой, ранее не применявшейся ветошью, так как мелкой стружкой, оставшейся в ветоши, которой раньше вытирался инструмент или станок, можно поранить руки; 10) не облокачиваться на станок вовремя работы; 11) обязательно остановить станок и выключить электродвигатель, прежде чем окинуть рабочее место даже на короткое время, а также при прекраще1ши подачи электроэнергии, уборке, смазке и чистке станка, обнаружении какой-либо неисправности и др.; 12) удачятъ стружки с заготовки и станка только ками и щегками-сметками. По окончании работы требуется: 1) выключить станок и электродвигатель; 2) привести в порядок рабочее место, очистить станок от стружки, положить инструмент в отведенное место, аккуратно сложить заготовки и изделия; 3) смазать трущиеся части станка; 4) сдать станок сменщику или мастеру и сообщить о замеченных неисправностях и мерах, принятых по их устранению. Для промышленных предприятий ГОСТом установлены цвета. На фрезерных, как и на другНХ металлорежущих станках, используются сигнальные лампы красного, желтого, зеленого и белого цветов. Красный цвет обозначает Запрещение и Явную опасность производить работу . Желтый предназначен служить предупреждением о возможной onacHociTi, требует внимания. Зеленый цвет сохраняет свое общеупотребительное значение - Разрешение ; белый цвет сигнальной лампы подтверждает осуществление управляющего воздействия и срабатывание какого-либо механизма, например зажимов. Рис. 11.7. Защитные экраны на фрезерных станках: / - прозрачный экрав; 2 - ручка специальными крюч- 11.5. Некоторые важные общие правила эксплуатации станков 1. Допустимое колебание напряжения сеги трехфазного тока для нормальной эксплуатации составляег 10-15 % от 380 В. 2. Перед включением напряжения питающей сети электротока все переключа-,тели, имеющие фиксированное положение - начало, должны быть установлены в это положение. 3. Следуег проверить вручную работу всех механизмов станка. При начале работы на новом станке это нужно сделать, предварительно установив назначение и порядок включения рукояток, кнопок и тумблеров. 4. Проверить поступление смазки и наличие ее в указателях масла. 5. Если при переключениях скоростей шпинделя рукоятка не доходит до фиксированного лоложенпя, то это означаег, что шестерни не вошли в аацепление. В этом случае необходимо нажать кнопку Толчок шпинделя , при этом произойдет импуль!о включения, что позволит произвести затем нормальное зацепление шестерен. 6. Переключение скоростей главного движения (вращения шпинделя) на ходу не допускается. 7. Переключение коробок скоростей производится только после установки рукояток в фиксированные положения. 8. Ие рекомендуются частые переключения скоростей в целях недопущения перегрузок двигателя главного движения от пусковых электротоков. 9. При наличии на станке механизма зажима инструмента пуск шпинделя станка не произойдег, если инструмент отжат. 10. Вращающиеся устройства всех фрезерных станков, служащие для вакре. плення заготовок и инструментов, должны иметь гладкие наружные поверхности. 11. Зона обработки в универсальных фрезерных станках как консольных, так и а крестовым столом должна быть ограждена защитным устройством (экраном). 12. В горизонтально-фрезерных станках задний конец шпинделя вместе с выкупающим концом винта для закрепления инструмента, а также выступающий из гюддержки конец фрезерной оправки должны ограждаться быстросъемными кожухами. Глава III ФРЕЗЕРНЫЕ СТАНКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ Основные сведения о программном управлении Программа обработки - это определенная последовательность избранныя действий. Для того чтобы на станке обработать какую-либо заготовку, придав ей еаданные формы и размеры, нужно выполнить на нем некоторый состав избранных действий, представляющий совокупность управляющих воздействий и перемещений рабочих органов (РО) станка. Автоматом называется самоуправляющий металлорежущий станок*, который при осуществлении технологического процесса самостоятельно производит все перемещения РО, входящие в цикл обработки. Полуавтоматом называется станок, работающий в автоматическом цикле, для повторения которого требуется вмешательство рабочего. Неавтоматизированными действиями программы обработки чаще всего являются загрузка заготовок и снятие обработанных изделий, реже - ориентирование заготовок и их закрепление (зажим). Автоматизирование действий (управления) может быть в настоящее время осуществлено в основном двумя принципиально различными методами} методом механических управляющих воздействий и мегодом ЧПУ. Системы механических управляющих воздействий основаны на использовании взаимных перемещений, возникающих при контактах между собой специально предназначенных для цели управления деталей, размещаемых на пути движения РО или участвующих в передаче движения тому или иному РО станка. Необходимая последовательность воздействий достигается путем изменений во взаимном расположении этих дегалей или изменением формы их контактных поверхностей. К таким деталям относятся: путевые упоры, ригели, копиры, шаблоны, профильные кулачки на кулачковых и копировальных автоматах и пол> автоматах. Для фрезерных станков примерами такого автоматизирования процессов обработки служат: шпоночно-фрезерные полуавтоматы, шлицефрезерные автоматы, объемно-фрезерные копировальные полуавтоматы. Числовое программное управление основано на выражении всех команд, управляющих действиями на станке, в цифровой (дискретной) форме. При этом все перемещения РО станка, воспроизводящие траектории движения обрабатываемой заготовки и режущего инструмента относительно друг друга, задаются и оцениваются значениями координат в координатной системе самого станка. Очередность выполнения действий определяется последовательностью команд. Каждая команда содержит определенное число сигналов - импульсов - и выражается их числом. В случае команд на перемещения импульс вызывает одно элементарное (нераздельное по длине) перемещение, из которых составляется любая задаваемая длина пути того или иного РО. Элементарное перемещение называется ценой импульса или дискретностью. Дискретность характеризует возможную точность выполнения размеров или, иначе, - точность обработки в ее пределе. В общем понятии рабочая машина. Установим охранное оборудование. Тел. . Звоните! |