
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95
III.3. Уотройство циклового программного управления Система циклового программного управления (ЦПУ) представляет собой некоторое соединение метода путевых механических управляющих воздействий с упрощенным программным управлением Станок с цикловым программным управлением отличается от станка с традиционным ручным управлением следующим: он оборудован линейками 4, 7, 6 (рис, П1.4) с продольными пазами и набором путевых упоров, переставляемых в этих пазах. В процессе перемещения РО (стола, салазок стола, консоли) упоры воздействуют на соответствующие конечные микропереключатели, размещенные в блоках 4, 7, 8. Эти переключатели преобразуют илв прекращают движения РО через штекерный коммутатор (рис. П1.5), в гнездах 2 которого, состоящих из двух контактных полукруглых пластин, могут находиться штекеры / - съемные замыкатели цепи электрического тока. Нужный состав команд управления обеспечивается возможностью срабатывания соответствующего реле (например, Р1, Р2, РЗ а др.) Символы кода по ГОСТ 13052-74*, применяемые на фрезерных станках с ЧПУ, ы их назначение 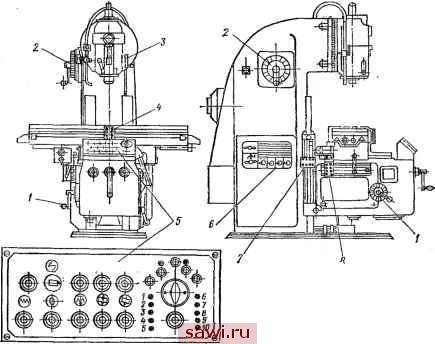 ii салазок Рис. III.4. Вертикально-фрезерный ст-анок с цикловым программным управлением модели 6Л12ПЦ: I и 2 - рукоятки и лимбы изменения частоты вращения и скорости подач; 3 - маховичок перемещения . гильзы шпинделя; 4, 7 п S - линейки стола, консоли с блоками переключателей; 5 - пул т ручного управления; 6 - пульт набора программы Л ульт- ра. III.5. Штекерный коммутатор станка с цикловым программным vпpaвлe-вием: / - штекер; 2 - контактное гнездо под Штекер
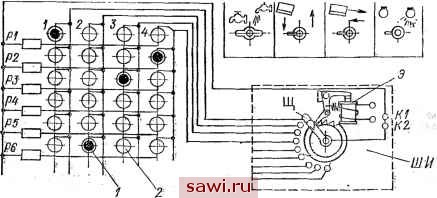 вследствие того, что по цепи, к которой оно подключено, может в некоторый момент времени пройти ток, пропущенный штекером, вставленным в гнездо этой цепи. Появление тока в цепи вызывается работой шагового искателя ШИ, который автоматически включается лосле выполнения каждого элемента рабочего цикла путем введения действие электромагнита Э, заставляющего повернуться рычаг с собачкой храпового колеса. Собачка поворачивает на один ша. храповое колесо со щеткой Щ и замыкает электрическую цепь через следующий контакт. Контакты К1 н К2 постоянно находятся под током Штекерные коммутаторы могут быть типа, показанного иа рис. П1.5, и другого типа - барабанного, применяющегося на фрезерных станмх модели 6С12Ц. Число программируемых команд ограничивается н зависит от числа вертикальных рядов гнезд под штекеры. Обычно в барабанном коммутаторе первые 10 вертикальных рядов служат для команд: влево, вправо, вперед, назад, вверх, вниз, быстрый ход, быстрый ход с опусканием консоли, ползучая (очень медленная) подача, стоп. Следующие ряды гнезд служат для установки штекеров, включающих конечные вклю- чатели для выполнения очередного перехода. Для целей наладки и обработки с ручным управлением все фрезерные станки с ЦПУ имеют органы ручного управления. Работа станка в автоматическом цикле по набранной программе производится после нажатия кнопки Работа по программе . Станок модели 6Л12ПЦ (см. рис. III.4) служит примером такого управления. 111.4. Устройство числового прогргш&ишге ущшшъш т фрезерных стгшсгх Каждому направлению перемещений рабочих органов станков с ЧПУ присваиваются функция определенной координаты координатной системы данного станка и соответствующее -обозначение (оно же адресный символ), например К, Y, Z, W и др. Чтобы всеетанки, изготовляемые в разных странах и разными -предприятиями, имеля одинаковые значения направлений перемещений и соблюдалось необходимое единство трактовки., принят международный стандарт ISO-R841 {ИСО). Положения и направления осей координатных систем фрезерных станков показаны на рис. 111.6. Положительным ((-f-) направлетгием перемещения РО станка принято считать то, дри .когор 1 обрабатывающий инструмент или заготовка отступают друг от друга. Отрицательным .(-). - когда они сближгпетс-я. Положи-тельны-мн направлениялш вращательных движений приняты .направления вращения правых винтов при их (мысленных) перемещениях в положительных направле-ниях осей X, Y, Z. Стрел- - ками, обозначенными буквами Со штрихами (-{-X, -{-¥) показаны положительные направления перелгеще-ний заготовок, а стрелками с буквами без штрихов (+Х) - те же направления перемещений инструмента о-гносительно заготовок. Станки с ЧПУ в зависимости от применяемой в них системы программного управ-ления имеют дополнительную индексацию в составе шифра. Индекс Ф.1 обозначает, что станок оборудован цифровой индикацией и преднабором. Цифровая индикация- это наглядная ий- 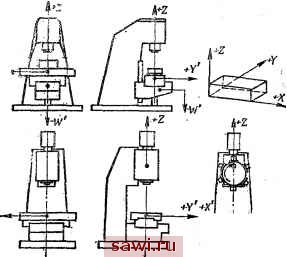 Рис. III.6. Расположевие и направление осей координатные свстеи фрезерных станкоа Установим охранное оборудование. Тел. . Звоните! | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||