
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95  2 . I-
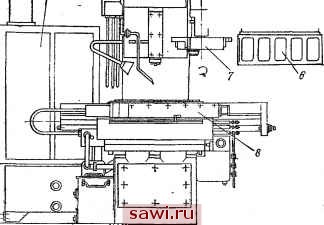 phc. 1П.13. МиогооперациояныГ! вертикально-фрезерный станок модели ЛФ260-МФ4 о авто матической сменой инструмента: 7 - шкзф УЧПУ; 2 - электрошкаф станка; S - ползун шпинделя; 4 - ползун и привод автооператора; S - пульт управления стайка; S - варабан магазина инструментов; 7 - автооператор; в - стол оправки, Т. е. комбинации колец с кодом, записанным в программе, барабан ocirf навливается. При этом гнездо магазина с нужным инструментом будет находиться в позиции смены инструмента. Многооперациониый станок модели ЛФ260-МФ4 оборудован УЧПУ модели НЗЗ-1М, т. е. таким же, как у станка модели 6Р13ФЗ-1М, которое было рассмотрено ранее. Миогооперационным станком более широких технологических возможностей является сверлияьно-фрезерно-расточный станок модели ИР800-Ф4. Инструментальный магазин - барабан с вертикальной осью вращения - помещается над передней стойкой, состоящей из двух частей. Между частями стойки по их направляющим поверхностям, обращенным друг к другу, перемещается шпиндельная бабка. Между крайним верхним положением шпиндельной бабки и магазином инструментов размещен двухзахватный автооператор. При за.мене инструмента шпиндельная бабка смещается со своей рабочей позиции, перемещаясь на фиксированное крайнее верхнее положение в зону, обслуживаемую автооператором. После смены инструмента шпиндельная бабка возвращается в рабочую позицию. Автооператор осуществляет те же манипуляции, что и на станке модели ЛФ260-МФ4. В барабан магазина загружается 30 инструментов. Кодируются не сами инструменты, а гнезда в барабане. Станок имеет круглый поворотный стол, позволяющий вести обработку более чем с четырех сторон. Стол может быть переведен на заднюю часть станины под смену заготовки с помощью самостоятельного манипулятора или загружен обычным ну-тем - крановыми средствами. 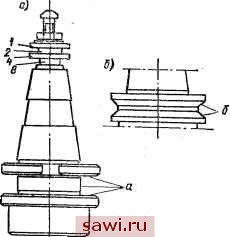 Piic. m.i6. Переходная конусная втулка для ааЖима инструмента иа станке модели ЛФ260-МФ4 с набором кодирующих колец 2, 4, 8 Станок оборудован УЧПУ системы БОШ с кодированием команд программы кодом по ГОСТ 13052-74*, соответствующим коду ИСО - 7 бит. Система УЧПУ станка ИР800-Ф4 позволяет одни раз перед началом обработки произвести считывание программы с записи на перфорированной ленте, вводя ее в объемную память системы, а ззтем выполнять обработку по программе без считывания за счет этой памяти. 111.6. Наладка фрезерных станЕ(ов с программным управлением Наладочный режим. Этим термином определяется комплекс требований, обязательных к выполнению при управлении автоматами и полуавтоматами в процессе наладки Основные из иих следующие: ручное раздельное включение в работу механизмов и РО станка; ручное или покадровое движение; ручная проверка взаимодействий по всему авто.матическому циклу; использование управления с пультов только через органы (кнонкн, тумблеры, переклю-чате./1и и т. д.), разрешенные в наладке. Состав и последовательность работ по наладке фрезерных станков с ЧПУ должны соблюдаться в таком порядке: 1) комплектование (получение) инструментов и другой технологической оснастки; 2) сравнение диаметров (радиусов) и длин режущих инструментов с нх расчетными значениями; 3) опреде-чение значений коррекций, связанных с размерами ииструментов, запись их по видам коррекций и иомера.м корректоров; 4) зарядка считывающего устройства; 5) ориентирование и установка приспособлений и заготовки в соответствии с координатами исходной точки (ИТ); 6) установка инструмента; 7) ввод коррекций; 8) опытная обработка заготовки (заготовок при многопозиционпой обработке) в автоматическом режиме. Комплектование инструментов и технологической оснастки производится в точном соответствии с картой обработки (ЕСТД ГОСТ 3.1404.74) и так называемой распечаткой программы. В условиях работы па станке с ручной сменой инструментов каждый режущий инструмент, участвующий в обработке, должен быть укомплектован своим вспомогательным инструментом. Это позволяет до начала обработки Подготовить его к установке в конусное отверстие шпинделя, обеспечив неизмсиносгь фактической длины инструмента, и заранее (а ие в момент установки) определить необ.ходимость в коррекции по длине н ее значение. Такая организация сокращает затраты вспомогательного времени. На станках с автоматической -сменой инструмента применяется специальный Еспомогатачьный инструмент с устройсгвом для нндпвидуальпого кодирования и канавками под захват автооиератора (рнс. III. 16). Пока еще существуют различия в конструкциях, формах и размерах мест под захват автсюператором, а также различия в кодирующих устройствах, поэтому при комплектовании необходимо про-счёдить за соответствием этих инструментов станку. Сравнение диаметров и длин инструментов с их расчетными значениями- яв-йяется важнейшим этапом наладки, от тщательности и точности выполнения которого зависит точность форм и размеров изделий. Если ра.циус концевой фрезы будет больше или меньше расчетного значения (т. е. значения принятого в программе), то на столько же будет меньше или больше фактический размер, которым определяется положение обрабатываемой (например, криволпнейной) поверхности отно-ситспыю других поверхностей заготовки. Измерение диаметра фрезы производится таким измерительным инструментом, у которого порог чувствительности несколько выше того значения, которому соответствует допустимое отклонение изделия. Следует принимать в расчет возможное радиальное биение фрезы, а также выполнять проверку радиального биения фрезы, закрепленной в конусной переходной втулке, в которой она будет установлена в конус шпинделя. Если радиальное биение более чем в два раза превосходит допустимое отклонение, то инструмент должен быть заменен. Установка в конус шпинделя станка mojkct вызывать увеличение погрешности размера инструмента за счет дополнительного радиального биения. Для проверки биения фрезы от посадочного конуса втулки или оправки рекомендуется применять специальные приборы (устройства). На рис. 1П.17 показан такой прибор модели БВ-2013, предназначенный для размерной настройки вращающегося режущего инструмента. Настраиваемый или проверяемый инструмент с KOHycHbiiv! хвостовиком (конусность 7: 24) устанавливают в конусном отверстии шпинделя 5. Фиксатор 2 исключает поворот шпинделя при затяжке инструмента маховичком /. На стойке прибора размещены вертикальная 10 и горизонтальная каретки. Вертикальная каретка перемещается ходовым винтом И при вращении маховичка 12 и фиксируется рукояткой 4. На этой каретке находятся прямоугольные направляющие для горизонтальной каретки. Каретка 9 предусмотрена для установки или измерения размера инструмента по радиусу, а также для контроля радиального биения. Для этого на каретке помещены насадка 5 и два индикатора с ценой деления 0,01 и 0,002 мм. Один служит для определения размера длины вы- 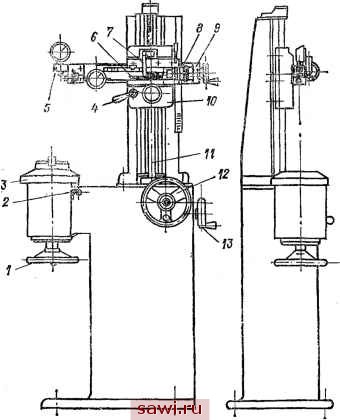 Рис. 1П.17. Прибор для измерения и контроля рздиуса фрез, радиального биения и длины вылета Установим охранное оборудование. Тел. . Звоните! | ||||||||||||