
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 лета, а второй - для определения размера наибольшего радиуса или радиального биения. На призме 6 расположена концевая мера. Микрометрической головкой 8, вмнт которой через концевую меру прижат к неподвижному упору 7, производится установка на необходимый размер (координаты по осям X, Y) путем повертывания ее лимба. Для предварительной установки каретки служит маховичок на торце ходового винта. Гайка ходового винта имеет предусмотренный осевой зазор, который выбирается пружиной, обеспечивающей упругий контакт упора 7 с винтом головки 8. При горизонтальном перемещении каретки 9 одновременно вращается шпиндель 3 маховичком 1; благодаря этому штифт индикатора вначале косне1ч;я инструмента в точке наибольшего радиуса, что и будет соответствовать моменту определения размера радиуса. Измерение длины вылета инструмента производят при медленном перемещении каретки 10 малым маховичком 13. Отсчет величины ведется по вертикальной шкале. Моментом определения размера является контакт торцевого режущего лезвия инструмента (в горизонтальной плоскости) со штифтом индикатора. Наряду с механическими, применяются оптические приборы, имеющие более высокий порог чувствительности. Зарядка считывающего устройства. Фотосчитывающее устройство (ФСУ) Консул 357-6 размещается под технологическим пультом УЧПУ. Оно может быть заряжено двумя способами: способом бобин и способом бесконечной ленты. Способ бобин применяется в случаях длинных перфолент, содержащих программы больших объемов, так как после отработки программы с изготовлением одного изделия или группы их в одном автоматическом цикле перфолента должна быть вновь перемотана иа первую бобину. Для перемотки ФСУ снабжены перематывающим механизмом, который может вступать в работу и по команде программы. Способ бесконечной ленты состоит в том, что перфолента склеивается концами и образует как бы бесконечную ленту. В результате после окончания программы через некоторый пустой промежуток вновь идет начало ленты. Перфолента закладывается в щель между двумя ведущими барабанами ФСУ и проходит направляющий лоток, а затем - считывающую головку. Сматывающийся участок ленты свободно самоукладывается в плоском ящичке устройства и выбирается оттуда вновь на первую бобину (см.. рис. 1П.14). Перед вставкой ленты необходимо нажать на клавишу Зарядка , затем заправить ленту так, чтобы ведущая (транспортная) дорожка своими отверстиями наделась иа шпеньки тянущего барабанчика, для чего она должна быть ближе к лицевой стороне. После зарядки может быть нажата клавиша Пуск . В модернизированных УЧПУ НЗЗ-1М фотосчитывающие устройства имеют справа от себя пять клавиш. Управление с помощью этих клавиш позволяет производить все необходимые операции, связанные с работой программоносителя. Ориентирование и установка приспособлений и заготовок. Приспособления, применяемые на станках с ЧПУ, предназначены ие только правильно ориентировать базовые поверхности заготовки (заготовок) относительно направлений перемещений РО станка и закреплять заготовку, но и устанавливать ее в заданное программой обработки положение относительно начала отсчета перемещений, т. е. нуля. Координаты, связывающие координатную систему изделия - его базы с началом отсчета, - указываются в технологической карте наладки. В системе УЧПУ НЗЗ-1М применяется отсчет по приращениям. Это означает, что каждое перемещение началом своего отсчета имеет точку, в которой было закончено предыдущее перемещение. Такая особенность ведения отсчета позволяет использовать три способа установки приспособлений и заготовок. Способ I. Приспособление / (рис. П1.18, а) и закрепленная на ием заготовка 2 ориентируются поверхностями базирования параллельно направлениям перемешений стола. Центральное отверстие заготовки, расположенное согласно чертежу изделия точно относительно обрабатываемого контура, избирается в качестве исходной точки траектории режущего инструмента. В конусном отверстии шпинделя станка закрепляется гладкий валик, центрируемый цанговым патроном. На валик надевается скользящая по нему втулка, наружный диаметр которой равен диаметру центрального отверстия в заготовке. С помощью этого простого устройства ось шпинделя совмещается с осью отверстия заготовки одновремеино, тем самым и приспособлению придается нужное поло- f 2 иг
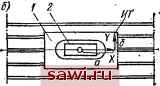  Рис. II1.18. Скемы установки приспособле 1\т и заготовки в искодные точки 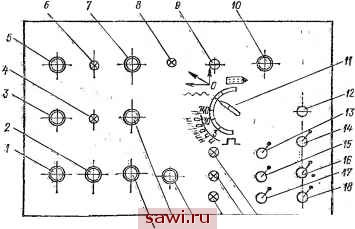 24 2J 22 2f 20 19 Рис. III.19. Пульт управления станка модели ЛФ260-МФ1: / - кнопка разжима ползуна шпинделя; 2 - кнопка вращения ма-газнЕЕа инструмента; 3 - пуск привода; 4, 6, S, 19-21 - сигнальные лампочки; 6 - кнопка включения станка; 7 - кнопка Стоп ; 9 - переключатель Текиологнческий останов ; 10 - кнопка Пуск программы ; - переключатель режимов; 12 - переключатель Стоп подачз ; 1-3 - тумблер - выбор направления перемещения стола; 14 - то же - наладочных перемещений автооператора; 15 - то же - выбор направления перемещения салазок; 16 - то же - наладочного подъема автооператора; 17 - то же - выбор направленЕШ перемещения ползуна шпинделя; 18 - нвладочный поворот автооператора: 22 - кнопка Подача в ручном режиме ; 23 - khoeikb Стоп приводу ; 24 - кнопка Снятие фиксации .инструмента в магазине жение, в котором оно закрепляется. На пульте управления CTaHKCvi нажимается кнопка Установка в О . Работа по программе начнется с начальным перемещением/а., по оси X и б по оси Y\ в этой точке ползун шпинделя со своего исходного крайнего вер-хнего положения перемещает инструмент в рабочую зоиу. После обработки шпиндель вернется в исходную точку {ИТ). Способ П. Приспособление / с закрепленной заготовкой 2(рис. ТП.18, б) ориентируется параллельно направлениям перемещений стола станка. Ось шпинделя станка при помощи алика со втулкой етат5ится в ЯТ, отстоящую на размер а по оси К и-на размер б по оси У от центрального базобого отверстия взаготовке. Если высокой точности не требуется (допуск на обрабатываемой поверхности это позволяет), стол может быть перемещен на размеры а и б по имеющимся отсчетиым линейкам. На пульте станка нажимается кнопка Начало отсчета О (рнс. IИ. 18). При TaiiOM задании ИТ путь инструмента короче, установка проще, однако точность положения заготовки (или приспособления) меньше. Способ 1П-. Его принципиальное отличие от способа П состоит в том, что установка шпинделя станка в ИТ производится при помощи так называемого установа (рис. ИГ. 18, е). Установ 3, закрепленный на приспособлении 5, занимает положение ИТ, соответствующее предусмотренному программой обработки- данной заготовки. Валик 4, закрепленный в шпинделе, путем ручных перемещений стола ставится относительно установа 3 так, чтобы между ним и внутренними плоскими поверхностями установа в зазоры 7 и- 5 могли быть с некоторым трением просунуты пластинки щупа толщиной 0,03 мм. Если-вместо контрольного валиказатем закрепить режущий инструмент, то контролем по зазору 6 можно устанавливать его на длину расчетного вылета. На устаиове обычно электрогравировкой указываются координаты X, Y и Z. Установка инструмента. На станках с ручной сменой первый режущий инструмент ставится до начала обработки заготовки. Последующие инструменты, участвующие в операции обработки, устанавливаются во время предусмотренных в.программе пауз - так называемых технологических остановов. При автоматическом возникновении такой паузы на световом табло пульта оператора (см. рнс. III. 14) в рубрике Инструмент появляется светящееся число, информирующее о номере инструмента, которым следует заменить действовавший. Оператор отжимает (кнопкой па пульте управления станком) механический зажим и, сняв прелний инструмент, устанавлн вает новый, после чего возобновляет рабЬту в автоматическом режиме нажатием клавиши Работа . При работе на станках с автоматической сменой инструментов все участвующие в операции инструменты до начала обработки устанавливаются в гнезда магазина: Если работа производится на станке, где автоматическая смена осуществляется за счет поворота многошпиндельной револьверной головки, инструменты должны занять в ней строго определенные для каждого из них позиции. Номера позиций шпи1!дельной головки и инструментов в них должны быть тождественны. Операционная- карта (ОК) технологического процесса в этом случае должна содержать указания о нумерации режущих инструментов. На многооперацнонных станках с магазинами инструментов инструменты уста=-навливаются в иих только после того, как каждый из них будет закодирован в соответствии с нумерацией, указанной в ОК и принятой при программировании данной обработки. Кодирование инструментов выполняется наладчиком или оператором следующим образом. Оправки или переходные втулки (см. рис. III. 16), которые применяются для Закрепления фрез и других инструментов, освобождаются от наборов установленных на них кодовых колец }, 2, 4, 8 путем отвинчивания захвата а и гайки, сжимающей кольца. Затем в соотве-1-ствии с приданным инструменту номером и табл. III.3 на оправку устанавливают в том порядке, каи показано на рис; III. 16, нужные из набора кольца и затягивают их гайкой через распорные промежуточные, шай-dbi. Захват а возвращается на место. Например, для кодирования инструмента №9 на оправке оставляется самое нижнее кольцо 8, кольца 4 к 2 заменяются промежуточными шайбами и- на свое место ставится кольцо 1. После кодирования инструмент уста- Таблица 111.3 Кодироьание номеров инструтси-гов иа многооперадионкых фрезерных станках с ЧПУ
Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||