
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 навливается в гнезда магазина без необходимости соблюдения порядка по его нумерации. Процесс установки состоит в следующем (рис. HI. 19): включается станок; нажимается кнопка Расфиксация инструмента в магазине ; устанавливается один инструмент; отпускается кнопка Расфиксация инструмента ; нажимается кнопка Вращение магазина , после поворота более чем на шаг кнопка отпускается; нажимается кнопка Расфиксация инструмента в магазине ; устанавливается второй инструмент, затем третий и т. д. до установки всех участвующих в обработке инструментов. Ввод коррекций. Коррекция (исправление) предусмотрена в целях внесения поправок в информацию, которую содержит записанная на перфоленте программа обработки. Такие поправки чаще всего связаны с выявлением отклонений в размерах инструментов от расчетных и отклонений от размеров изделий (обработанных заготовок). Причинами отклонений могут быть неравнораспределенные или уве;ш-ченные припуски на обработку, неправильно учтенная жесткость СПИД и др. Коррекция вводится до начала отработки программы при установке режима работы с ручного пульта, в положении нуля отсчета. Коррекция может быть по геометрическим размерам (диаметр, длина вылета фрезы) и по режиму обработки (скорость подачи, частота вращения шпинделя). Коррекция скорости подачи может вноситься в любое время в процессе отработки программы, но на скоростях не более 1200 мм/мин (2000 Гц) в УЧПУ НЗЗ-Ш и НЗЗ-2М. Значения геометрических коррекций выражаются в количествах импульсов. Допустим, что радиус фрезы оказался больше расчетного на 0,28 мм. Чтобы получить значение коррекции, скажем, связанной с эквидистантой криволинейного контура (т. е. траекторией перемещения центра фрезы), следует значение этого отклонения разделить на значение цены импульса, знак поставить + , так как в нашем примере поправочное перемещение направлено от заготовки. При цене импульса, равной 0,01 мм (что соответствует данным станка ЛФ2бЬ-МФ4) коррекция составит 0,28 : 0,01 = 28. Значение коррекции и ее знак рекомендуется записать под номером того корректора на технологическом пульте УЧПУ, который в соответствии с записью команд программы предусмотрен для выполнения такой коррекции. Одновременно полезно записать вид коррекции. Могут быть введены только те коррекции, которые предусмотрены и отражены в записи программы обработки. Это устанавливается чтением технологической карты иаладки и распечатки программы, каждая строка которой содержит информацию одного кадра и начинается с его номера, например: N = = 001 001 Х - 008450 F - 004280 Z - 002476 f4724 LSOlLf. На воз.можность внесения коррекции указывает наличие в кадре слова с адресом L. Адрес L всегда располагается в конце фразы (т. е. кадра). Код коррекции. Записываемый в распечатке, состоит из буквенного символа L и трех цифр Ai, А и As; иначе, символ L сопровождается трехзначным числом. Высший разряд этого числа, т. е. А, информирует о виде коррекции. Так, в нашем примере значения Ai следящие: А, = I, корректируется координата X Ai = 2, У Ai = 3, корректируются координаты X, Y Ai = 4, корректируется координата Z А, = 5, корректируются координаты X, Z А, = 6. Y. Z Ai = 7, X, Y, Z Цифры As и Лд служат для информации о номере корректора, который задан программой для внесения коррекции, предусмотренной в данном кадре. Технологические пульты УЧПУ НЗЗ-1М и НЗЗ-2М имеют 18 корректоров (см. рис. HI. 14). Код коррекции не содержит указания, с каким знаком может быть введена кор рекция. Если такое указание должно иметь место , то знак коррекции задается пу.. * Здесь шаг равен расстоянию между гнездами инструментов. СПИД - система станок-приспособление-инструмент-деталь (заготовка). = Вызывается обстоятельствами, при которых внесение любой поправки, например со знаком минус, вызовет брак изделия. 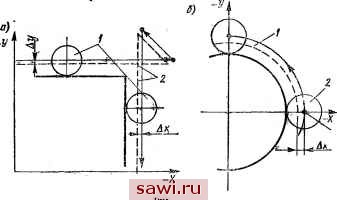 rut. п.го. Схем!л коррекций: а - при линейной кнсрсоляцкн: 6 - при круговой интерполяции против часовой стпелкп тем замены первой цифры (нуля) у двух разрядных чисел, придаваемых под1 отови-гельиым функциям О01, G02 и G03, на цифру 4, когда задается -f- (плюй), на цифру 5, когда задается - (минус): например, G41 или G53. С осуществлением ввода коррекции свкзаиы и некоторые другие подготовительные функции. Такими являются: G40, которой осуществляется !Гоманда отмены коррекции; G41 - коррекция длины инструмента положительная (+); G51 - то же отрицательная (-); G42 - коррекция радиуса инструмента прн перемещении по часовой стрелке положительная; G62 - то же отрицательная; G43 - коррекция рриуса инструмента положительная (-f-) при перемещении прсНгв часовой стрелки; G 3 - то ж8 отрицательная (~). Подготовительные функции G41, G42 и G43 обеспечивают взятие коррекций с положительным знаком (-f) независимо от набора набранного на соответствующем корректоре, а фулщии 051, G52 и G53 - то же с отрицательным знаком (-). УЧПУ НЗЗ-1М и Н83-2М, если в ипх отсутствует так называемый блок квидистангы, не обеспечивают возможности иведения коррекции на параметры траектории инсфу-мента, обходящего криволинейый обрабатываемый контур заготовки по эквиди-станте. На рис. III.20, а показана схема коррекции при лниенйой интерполяции на размер радиуса фрезы /. Пунктиром 2 показан неправильный (расчетный) путь центра фрезы, требующий поправки. Коррекция Дл- должиа быть введена со знаком - , так как производится отнесение Траектории инструмента вправо Коррекция Д также берется со знаком - (см. рис. II1.6). В этом при.мере запись коррекции в распечатке будет Z.305, если программой задается корректрр под номером 5. На рис. II 1.20, б показана схема коррекции при круговой интерполяции. Для изменения равмера радиуса дуги / координата х ее начальной точи А должна быть увеличена па Дл:, т. е. фреза отнесена отцентра дуги вправо. В заойси кадра, в котором отрабатывся этот квадрант окружности контура изделия, дблжйы быть заданы подготовительная функция G53 и коррекция Z,306, если номер корректора, напрдаер, % После пЪобн.рй обработки заготовки и измерения полученных на ией размеров при необходимости вносятся новые П01равкн путем сброса в и (Переключателем режимов на пульте оператора УЧПУ) прежде набранных коррекций и набора новых уточненных значений на тех же корректорах. Коррекция положения эквидистанты ограничивается ее значением, равным 2,55 мм, а не возможностью числа, набираемого на декадном переключателе корректора (это число 99,99), глава Ш ПРОЦЕСС ФРЕЭЕРСЕАНЙЙ IV.1. Основные понятия и определения Раз-аичают два основных вида фрезерования: тангенциальное, при котором режущие .чезЕия вращающегося цилиндрического инструме)1та образуют обработанную поверхность параллельно оси его вращения {рис. IV. 1, а), и радиальное, когда лезвия вращающегося инструмента образуют обработанную поверхность, перпендикулярную к оси его вращения (рис. IV. 1,6). Скоростью резания v (м/мии) называется окружная скорость (м/мин) наиболее удаленных от оси вращения инструмента точис режущего лезвия. Она определяекя по формуле 1>=яСи/1000, (1) где D - диаметр окружности вращения режущего лезвия (в частном случае - диаметр фрезы), мм; п - частота вращения инструмента, об/мин. Фрезеровщику Чаще приходится решать обратную задачу - определять потребную частоту вращения (об/мин) фрезы заданного диаметра в зависимости от принятой скорости резания п = \000v/(nD). (2) 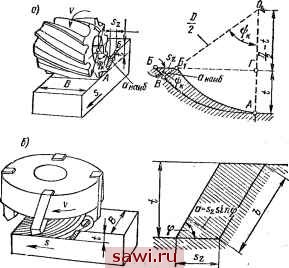 Рис. IV.1. Схемы фрезерования плоскости и сечение срезаемого слоя при фрезеровании фрезами: а - цилиндрической; б торцевой Установим охранное оборудование. Тел. . Звоните! |