
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 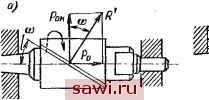 Рис. (V.S. Схемы действия сил ни спнрмлыЕый зуб фрезы: а - осекли сили ияпран-лена от шпинделя; б - осевая сила ЕЕаираплсна к шг1111ЕдеЛ10 Вертикальная составляющая силы резания Рв, вектором показанная на рнс. IV.4, иллюстрирует ее действия, описанные ранее, в условиях попутного к встречного фрезерования. При фрезеровании цилиндрической фрезой с винтовыми зубьями равнодействующая силы /? составляет с осью фрезы острый угол, следовательно, появляется осевая сила Ро, направленная параллельно оси фрезы (рнс. IV.5, а). В зависимости от направления винтовых зубьев фрезы меняется п направление силы Ро. Для создания более благоприятных условий фрезерования целесообразно применять фрезу с таким направлением зуба, чтобь! сила Ро была направлена к шншщелю (рис. IV.5, б); в противном случае осевая сила будет стремиться вытянуть фрезу с оправкой из посадочного конусного отверстия шпинделя. Для того чтобы уравновесить действия осевых сил, иногда прибегают к использованию набора из двух фрез с правым и левым направлениями винтовых канавок между лезвиями. При фрезеровании торцевыми фрезами действуют те же силы, что и при фрезеровании цилиндрическими. Значение главной составляющей силы резания - окружной силы Рок - определяется по эмпирической, т. е. найденной опытным путем, формуле где Ср - постоянный коэффициент, зависящий от свойств обрабатываемого ма--териала, типа фрезы и ее геометрии; Хр, ур и qj,- показатели степени, таюке зависящие от механических характеристик обрабатываемого материала, типа и геометрии фрезы. Значения Ср, Хр, ур и qp приводятся в справочниках по выбору параметров режимов резаиия. Соответственно значениям действующих сил резания выбирают фрезу, оправку, способ закрепления заготовки, жесткость и мощность станка. Значение отдельных составляющих силы резания можно определить, зная Рок. j. При встречном фрезеровании цилиндрическими, дисковыми, фасонными и работающими периферией концевыми фрезами: PrJ (1,0-1,2) Рок; Рв= (0,2-0,3) Рок; Яр (0,350,4) Рок- 2. При попутном фрезерованпн: Яг (0,8 4-0,9) Рок; Ре (0,76-5-0,8) Рок-. Рр (0,35-0,4) Рок. 3. Прн фрезеровании торцевыми фрезами и работающими торцом концевыми фрезами: Рр f (0,4 0,5) Ро ; Ре (0,85 -5- 0,95) Ро ; Рр (0,50,55) Рок. Осевая составляющая силы резания Ро для фрез с винтовыми зубьями находится из соотношения Ро= 0,28PoKtgeo, (13) где 0) - угол наклона винтовой канавки. Для приближенных рясчетов иногда пользуются значениями давления р, под которым принято понимать силу резаиия, приходящуюся иа единицу поперечного сечения площади срезаемого слоя. Давление зависит- не только от механических свойств обрабатываемого материала, но и от наибольшей толщины стружки. Для более тонких стружек давление при прочих равных условиях увеличивается и уменьшается для стружек большей толщины. В табл. IV. 1 даны значения давления резания дли стали и чугуна с различными пределами прочности при растяжении Ов в зависимости от наибольшей толщины срезаемого слоя Ошах. вычисленной по формуле (9). Определив по табл. IV. 1 давление, можно приближенно рассчитать окружную силу резания Яок pFcv (14) Мощность, расходуемая при фрезеровании. Окружная сила резания Рок создает крутящий момент на шпинделе станка (кг-мм) Мкр = ЯокГ /2, (15) где D - диаметр инструмента, мм. Мощность, расходуемая на срезание стружки, называется эффективной мощностью. Она равна произведению окружной силы ре-8ания ,Рок на скорость резания v. Мощность обычно выражается в киловаттах (кВт). Для определения мощности, расходуемой иа фрезерование, пользуются следующей формулой: Лрез = PoKf/(60-102). (16) Зная крутящий момент Мкр фрезы и частоту ее вращения, можно определить мощность Лрез = Мкрп/974 ООО. (17) В целях обеспечения эффективной мощности на шпинделе необходимо, чтобы электродвигатель станка обладал большей мощностью, так как часть ее расходуется на трение в подшипниках, зубчатых передачах, направляющих и др. Потери на трение характеризуются коэффициентом полезного действия станка т). Для фрезерных Танков общего назначения tj = о tto ООО in-4.10 00< 00( оо< г-cot CSIOO> (МСЧ-н ООО ЮОЮ cot-, со I I . В) а ООО OOtO (МСОЮ ООО - ООО ООО OOt (О со со цэо о оно ООО ООО ООО ЮО (М С.10 01 ООО со 0410 00 00 г- а>со<м ООО ООО С0--О ООО С.1(МС0 юсосч I I I ООО US* со t-OLH со со со ООО OO-J- (М - со со со ооо- ООО (M(N о ОООО COCN (М I I I ООО (М-1-. ОО ООО .СП1Л04 0 00 CN - о а г- ооооо ю ot-a> сою-* со со ооооо ю 00 -чг2 а ооооо tlOlOtOO со о Ь~ tJ OJ 11111 ooooo OcqiO 0(0 ltl<-HO>CO 4i< ч!CO CO ooooo о IIOCO-< -* CO CO CO CO 11111 ooooo tto ioia> CO-СЛГ-.-* CO COCJ СЧ OJ ooooo 00 C-1CO 0> tOlO COCN CJ СЧ Oi СЧ n I и ooooo - O>03r-.tO C4 - осэо 0C3000 = f,75-5-0,85. Таким образом, на полезную работу, т. е. на работу фрезерована расходуется 75-85 % мощности электродвигателя. Для определения эффективной мощности Npea, которую можно использовать на резание, следует мощность электродвигателя Лдд умножить на КПД станка, т. е. Лрез == чЛ/ад. (18) Для расчета потребной мощности электродвигателя станка ЛэдПО эффективной мощности необходимо эффективную мощность Лрез разделить иа КПД станка, т. е. Лзд = Лрез/т]. КЩ Равномерность фрезерования. Площадь поперечного сечения стружки при фрезеровании непостоянна. Она изменяется от значения, близкого к нулю, до некоторого максимума. Соответственно этому в таких же пределах меняется сила резанил. Это, в св(;!о очерядь, вызывает неравномерность нагрузки, проявляющуюся в виде вибрищй ) и толчков. Такие явления в процессе фрезерования разрушают режущие лезвия инструмента, способны расстроить стано! и снизить срок его службы Особенно резкие колебания силы резаиия наблюдаются мри работе прямозубыми фрезами. Значительно более равномерным является фрезерование фрез,1М!1 с винтовыми зубь>1ми. В особых условиях фрезеровгяше такими фрезами можно вести с постоянной площад)Ю счуммрного сечения среза, т. е. прн отсутствии колебаний силы j.ie-зания. Такое фре;>! ; гг,вание называется ратомерным. Условие равно.М1.рного фрезерования фрезами со спиральными зубьями можно кратко выразить так: для равномерного фрезерования ширина фрезерования В должна быть равна осевому шагу фрезы или кратна ему (в целых числах). Это.выражается формулой В = КлО ctg со/г, !20) где К = 1, 2, 3 и 1. д.; ы - угол наклона винтового зуба фрезы. При угле си = = 20 ctg ы = 2,75; при со = 40 ctg ы = 1,1; при со = 30° ctg со = 1.73; при со = = 45° ctg £0=1. Для заготовок различной ширины условие равномерного фрезерования не всегда может быть выполнено. В этих обстоятельствах, если принять ./( = 2 млн /( = 3, нерав11омерность становится относительно небольшой - изменения силы резания не превышают 20 %, что допустимо. 1¥.3. Износ и стойкость фрез. Скорость резания В процессе срезания материала с обрабатываемой заготовки иа поверхностях sy-jbeB фрезы возникает трение. На передней поверхности зуба оно является след-сгвием скользящей по ней стружки, на задней - результатом подвижного упруюго контакта с обрабатываемым материалом. Чем большее значение т]риобрета1от силы резания, отнесенные к единице работающих поверхностей зуба фрезы, и чем больше затраченная при этом мощность, т. е. в данном случае путь в единицу времени - скоро ть, тем более значительны последствия, проявляющиеся в виде ii3HOCi) по передней и задней поверхности. Износ измеряется шириной фаски износа hg (рис. IV.6, а). Существует некоторое оптимальное (по условиям экономической целесообразност ) значение Л.и, по достижении которого дальнейшая работа должна быть прекращена и фреза направлена в переточку. Это значение соотвегствует нормативному износу (ордината точки В на рис. IV.6, б). В табл. IV.2 приведены значения нормативного (оптимального) износа для разных фрез в зависимости от режущих материалов, которыми они оснащены. Наряду с критерием износа но задней поверхности (фаска ftg.н), существует оценка износа по нарушению размера, определяющего положение обработанной поверхности от технологических баз, т. е. по точности выполнения изделия. Такой изно: носит название размерного износа. Прн точных работах в первую очередь необходимо учитывать изменение формы и размера фрезы, а потому нельзя допускать использованнн инструмента до появления максимально допустимого износа hg ц. Кроме износа фрезы на точность размеров изделия oiiasuBaeT влияние упругая деформация в системе СПИД, которая значительно возрастает с увеличением износа Установим охранное оборудование. Тел. . Звоните! |