
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
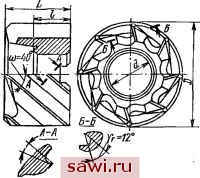
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95   Рис. V.8. Способы крепления вставных ножей торцевых и- дисковых дву- и трехсторонних фрез Положение Z Н о,/,/ S А-А /Положение!-л  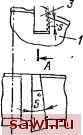 По сравнению с цилиндрическими фрезами торцевые фрезы имеют следующие преимущества: более жесткое крепление на консольной оправке или непосредственно на шпинделе станка; более надежное крепление вставных ножей, что дает возможность чаще изготовлять такие фрезы сборными; более плавную работу, так Kaic угол контакта зависит не от припуска на обработку, а от ширины фрезерования и диаметра фрезы. Цельные торцевые быстрорежущие фрезы (из стали марок Р6М5, Р18, реже из Р9) применяются лишь с размером диаметра до 100 мм. При больших диаметрах в целях экономии дорогостоящих инструментальных материалов используются сборные торцевые фрезы с ножами из быстрорежущей стали или с пластинками из твердых сплавов. На рис. V.8, а 1Юкааапо наиболее простое 1срепление вставного ножа 3 в корпус I фрезы при помощи гладкого клина 2. Для регулирования ножа по высоте в некоторых коиструк1Шях фрез с таким креплением предусмотрено перемещение ножа в корпусе при гюмощи виита. Надежность крепления гладким клином дсстнгаегся за счет плотного сопрнкосиовеиня сопряженных повсрхиостей ножа, клина и паза в корпусе. Как видно из рисунка, клин здесь расположен в осевом направлении. Такое расположение предпочтительно. Значительно большее распространение получило клиновое крепление ножа с рифлениями (рис. V.8, б). Здесь клии расположен раднально. Он расклинивает нож 3 и корпус 7, на опорной поверхности которого имеются такие же рифления, как и на ноже. Регулирование положения зубьев в этом случае осуществляется проще, чем в предыдущем, - перестановкой ножа иа одно или нескол)лКО делений рифления. На рис. V.8, виг изображены способы крепления ножей при помощи рифленых клиньев - пожен 3. Здесь сами ножи имеют клиновую форму и одновременно - рифления. Так же и пазы в корпусе 1 фрезы выполнены с соответствующим уклоном и имеют рифления. На рис. V.8, г показано рифельно-клиновое.крепление ножа 3, расположенного в осевом, а на рис. V.8, д - в радиальном направлении в корпусе. I, Недостатком фрез, в которых креплепие ножей выполнено по рис. V.8, б и 3 (в радиальном направлении), является невозможность выдвижение ножа по оси фрезы, что снижает число возможных переточек. Этот недостаток может быть устранен применением осеных рифлений, что вызывает необходимость обеспечения наклона ножа 3 корпусе фрезы ъ двух направлеппях. На рис. V.8, д показано крепленме нежен, имеющих двойной наклон в корпусе фрезы. Одна сторона 1!ожя S плоская, а на пру;ой стороне, пксющей осевой (продольный) наклон 5° и радиальный (поперечный) наклон 2=0, нанесены продольные рифли, входящие в рифления паза корпуса 1, выполненные с такими же двумя наклопамн. 1акая конструкция при перестановке зуба обеспечивает восстановление размеров как по диаметру, так н по торцу. Конструкция и размеры торцевых н концевых фрез приведены в табл. V.3 и V.4. В иасюящее время широко ис1юльзуются торцевые фрмы, осна1у,енные цсльно-елнлмп пласт.чнкЭмн пятигпакной и круглой тпердосплавиымн ненеретачнваелнлмп формы. Концевые фрезы. Пркменнются д.чя обработки пазов, различных выемок, уступов, !;-.;анмпо нсрпенднкулярных плоскостей, для фрезерования криволинсйиш контуров и пр. Изготовляются концевые фрезы как нз быстрорежущих сталей, так и с твердосплавными пластинками и коронка.чш (табл V.4). Гояучают распространение и монолитные (цельные) твердосплавные фрезы. В целях улучшения условий отвода стружки прн резании вязких мета.тлов стремятся к применению крупно-зуоых фрез, имеющи.ч угол наклона спиральной канавки и = -г5°. Впброустойчи-вость концевых фрез повышается в случае зыпотнения их с ие)яв;1омяриыч окружным шагом. В связи с расширением применения изделий, изготовляемых мз трудгюобраба-тьша-2мых сталей и сплавов (с твердостью ПВ > 2500 и пределом npo4!iOCTH Ов > > 900 МПа), производятся в централизованном порядке (в соответстви: с ГОСТ 18934-73, ГОСТ 18949-73*) фасонные концевые цельнотвердосплавныс фрезы. Эти фрезы используются при обработке чеканочных штампов, пресс-форм, фильер, пуансонов и матриц обрезных штампов п других изделий, К особой группе концевых фрез принадлеж.ат шпоночные концевые фрезы; их отличает минимальное число зубьев - два и наличие торцевых зубьев, лезвия которых обеспечивают резание по всей торцевой поверхности. Конструкции и размеры концевых фрез приведены в табл. V.4. Прн обработке внутренних полостей на копировально-фрезерных илн объемно-фрезерных станках с ЧПУ, в зоне перехода концевой цилиндрической фрезы с донной поверхности иа вертикальную поверхность стенки (рис. V.9, б) на участке Hi возникает снятие очень ши- рокой стружки, вследствие чего возбуждаются колебания (вибрация). Предотвращение их требует значительного снижения режима резания, а следовательно, й производительности. В целях устранения этих явлений рекомендуется применять фрезы, показанные на рис. V.9,a. Пластинка 4 из быстрорежущей стали или твердого сплава закрепляется в пазу корпуса / центральным винтом 2 и клином 3. Из рис. V.9, видно изменение условий обработки за счет значительного уменьшения участка hi. Фрезы нестаидартизиро-ваны, они разработаны за-во;;ом, выпускающим копи-Рис. V.9. ровальио-фреэорные станки Концевая сборная двукзубая фреза С ЧПУ 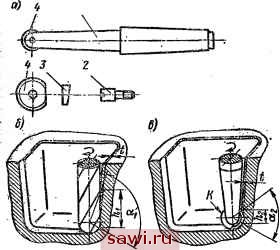 Тс(рцевые фрезы, ксиструкции в разксрм, мм Фрезы торцевые насадные из быст.роре-жущей стали {ГОСТ 9S04 - 6S*, СТ СЭВ 1175 - 78) для обработки стали и чугуна Тип I - фрезы мелкозубые с креплением на продольной и на торцевой шпонке {на эскизе не показаны) 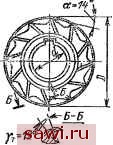
Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||