
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 Таблица V.9 Фрезы для обработки .исгких сп.1авов и пластмасс, размеры, мм
Глава V.I УСТАНОВКА И еДКРЕПЛЕНИЁ ФРЕВ НА СТАНКЕ У1Л. 1Прноо8Дняительнь№ повгрхности концов шпинделей, , вспомогательных инструментов н фрез Размеры конуса отБерстия и конца шпинделя фрезерных станков стандартизированы. ГОСТ 836-72 1 предусматривает восемь типоразмеров концов шпинделей с ошерстием, имеющим конусность 7 : 24, и два типоразмера с. отверстием, имеющим конус .Морзе..Шпиндели, концы которых по ГОСТу обозиЪчаются номерами от 30 до 70 (табл. VI. 1 и VI.2), имеют на торце два паза под поводковые шипы шириной В; эти шипы крепятся одним или двумя винтами. Помимо шипов на торце предусмотрено четыре или шесть (для концов под номерами 65 и 70) резьбовых отверг стий, используемых для закрепления инструмента непосредственно на торце с центрированием по наружному диаметру Dj шпинделя. Размер диаметра Dj выполняется по 5-r.iy квалитету с полем допуска h5. .. ; Концы шпинделей, обозначаемые номерами 3 и 4, имеют отверстия с конусом. Морзе 3 и 4. Перед конусным отверстием, соосно ему, выполнено отверстие пяио\ угольной формы с размерами sXh. Стенки этого отверстия передают крутящий мо-; мент инструменту, который лыской на своем хвостовике входит в отверстие при установке. Вспо.чогательными инструментами называются инструменты, обеспечивающие установку и закрепление режущего инструмента на станке. К установке предъявляются требования: правильно ориентировать режущий инструмеят (в нашем случае фрезы) относительно оси вращения шпинделя станка и надежно сохранять занятое положение в процессе выполнения обработки; к закреплению - жестко соединять фрезу со шпинделем; без упругих колебаний передавать максимальный крутящий момент, предусмотренный конструкцией и паспортом станка. Наиболее полно этим требованиям отвечают конусные присоединительные поверхности. Вспомогательный инструмент, как правило, изготавливается с точностью большей, чем режущий инструмент. Перед соединением конусиых поверхпостей они должны быть тщательно протерты чистыми тряпками, не оставляющими ворсинок на вытертой поверхности. Если возникает сомнение в плотности конического соединения, кроме визуального контроля и повторной протирки поверхностей рекомендуетсн осуществлять контроль соединения по краске . В этом случае на конусную поверхность оправки тонким слоем наносятся полосы шабровочной краски , которые располагают в трех местах по всей длине. Затем оправка вставляется в конусное отверстие шпинделя и поворачивается в нем на 20-30 , после чего вынимается. При нормальном совмещении конусных поверхностей полосы краски на оправке равномерно по всей их длине стираются после поюрота. В противном случае краска будет стерта только на тех участках, где возникал контакт поверхностей. Предшествующий ГОСТ предусматривал четыре типоразмера переднего конца шпинделей, которые обозначались номерами 1, 2, 3, 4а и 46. Новый ГОСТ 836-72 учел их ПОД номерами 30, 40, 50 и 60. ZIJa6poBo4HaH краска предстазляет собой смесь машинного масла с лазурью или ультрамарином, имеющую консистенцию пасты. Копцы шпинделей фрезсриад танков с конусом 7 i 24, размеры, мм (ГОСТ 24в44-<>81) Исполнение 5 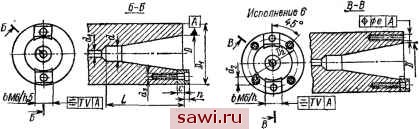 Исполнение? Исполнение 8 -is- yJO  
Таблица VI.2 Концы шпинделей фрезерных стапвов по их моделям
Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||