
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 ОпсаЕК с поддерживающей втулкой и хвостовиком конусностью 7 : 24 (ГОСТ tS06S 73) Втилка поддер/кибаюшш 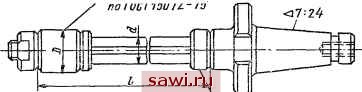 Кольца по ГОСТ 15071-75
VI.3. Составление и закрепление наборов фрез 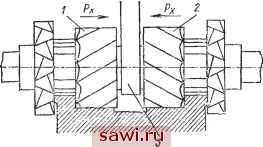 Рис. VI.1. Набор фрез с урависвешиваннем ссста.чляю1цих cii.i резання, направленных вдоль оси оправки; 1.2 - фрезы соответственно с левым и правым наклоном зубьев: 3 - дополнительная опора - серьга Группу фрез, специально подобранных и устагювленных на общей справке для одновременной обработки поверхностей заютовок, называю; набором фрез. Наборы составляются из стандартных инструментов, но могут изготовляться и с применением специально для этой цели спроектированных фрез. Прн составлении набора необходимо соблюдать определенные условия. 1. Осевая ,ила долина быть уравновешена путем правильного сочетания и установки фрез с винтовыми зубьями (рис. VI. 1). Неуравкоиппениую часть составляющей силы резания следует направить в сторону шпинделя станка. 2. При обработке пазов и внутренних поверхностей фрезы должны имет.ь такое направление винтовых зубьев, при котором обеспечивается лучпши отвод стружки (рис. VI. 1). 3. Для предупреждения вибраций необходимо обеспечить равЮмерность фрезерования. Это достагается смещением зубьев одной фрезы относительно другой за счет из.эденения расположения шпоночного гнезда фрезы, если обычный подбор этого сделать ие позволяет (рис. V1.2). 4 С целью повышения жесгкости закрепления па-бора рекомендуется применять дополнительную опору за счет установки втпрой серьги на хоботе станка. 5. Обработка набором фрез значительно повышает расходуемую на резание мощность как главного привода, гак и- привода подачи. Во избежание поломок нужно расчетным путем сопоставить потребную нагрузку с допустимой по паспорту станка. 6. Скорость резания должна назначаться сообразно фрезе наибольшего диаметра в наборе. Горизонтально расположенные поверхности закрепленной на станке заготовки обрабатываются зубьями цилиндрических частей фрез набора. Из этого следует, что достижение точных размеров, закрытых допусками, между такими поверхностями, расположенными на разных уровнях, как правило, возможно только путем предварительного шлифования соответсгвующих фрез по их наружному диаметру. Для представленного на рнс. Vl.3, а случая фрезерования уступа исполнительные диаметры фрез можно определять по формулам: о = ( ом+л-2е) 2(д б,; (23) 0, = (0 + 2 + Д-26) 2(д е,; (24) Я = (Л -f- б - Д)+2(А-6). (25) Здесь D OM - диаметр меньшей фрезы, принимаемый прн ее конструировании; D и Di - исполнительные номинальные диаметры фрез; Д - половина допуска на размер Л; 6 - допустимое биение фрез (см. табл. VII.5); Н = (Di-D)/2; 2 (Д - 6) - допуски на обрабЬтку диа-Рнс, VI,2. метров D, Di и размера Н. . g случаях, когда допуск на раз- зЙиГ?оТвет&:им ZyT уступа Задается на чертеже несим- положением шпоночных пазсч Метричио, необходимо для возможности  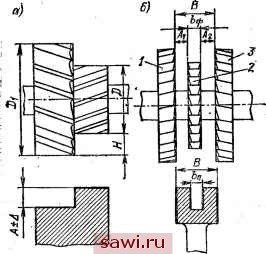 ЗаготоЬт Зсготобка Рнс. VI.3. Примеры -наборов фрез с указанием рассчитываемых размеров использования формул (23)- (2t>) произвести пересчет размера А таким образом, чтобы допуск иа него оказался расположенным симметрично. Пример 1. Дано: Оном = 100 мм; Л = 15 ± ± 0,25 мм; 6 < 0,05 мм. 1. По формуле (23) D= (100-+-0,25- - 2-0,05) г ,0,25-0.05) = = 100,15.0,4 мм. 2. По формуле (24) D, = (100 -ь 2-15 + -1-0,25 - 2-0,05) 2,o,2!:-o.os) = 130,15 о.4 мм. 3. По формуле (25) Н = (15 + 0,05 - - 0,25)-= -o-os) = = 14,8+0. мм Расчет осевых размеров проследим на примере фрезерования паза и двух бобышек рычага одной дисковой трехсторонней фрезой 2 и двумя двухсторонними фрезами / и 3 (рис. VI.3, б). Для Toio чтобы определить расстояния между фрезами, по которым нужно произ-вейти подбор установочных колец, необходимо сначала определить Ьф - ширину дисковой фрезы 2, а затем - расстояние между фрезами 1 н 3. Размеры фрезы 2 рассчитываются в зависимости от наибольшей и наименьшей ширины паза и ряда других факторов по формулам: ф. нб = 6п. нм + б&п - (Аб + Аф); Ьф. им = 6ц. нм + - (Аб + Дф) - бЬф, (26) где- 6ф. нб и 6ф;нм - соответственно наибольшая и наименьшая ширина фрезы; Ьп. нм - наименьшая ширина паза по чертежу детали; 66п - допускаемое отклонение на ширину паза по чертежу; Дб - величина торцевого биения фрезы; Дф - погрешность обработки ( разбивание паза); ббф - допустимое отклонение на изготовление фрезы (по ширине). Величину разбивания паза Дф в зависимости от биения торца фрезы Дд можно принять на основе следующих установленных практикой соотношений:
Значения торцевого биения фрез устанавливаются ГОСТами; они зависят от диаметра фрез. Для дисковых трехсторонних фрез можно пользоваться приведенными Установим охранное оборудование. Тел. . Звоните! | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||