
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 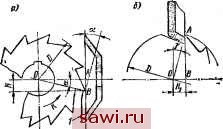 Рис. VII.1. Схемы заточки фрез по задней (о) и передней (б) поверхностям рекомендуется осуществ.чять равномерное стачивание передних поверхностей у всех зубьев, чтобы не было нарушено равновесное участие каждого зуба. Заточка передних поверхностей осуществляется тарельчатым кругом (рис. VII.1, б). Если рабочую поверхность круга установить в диаметральной плоскости фрезы, то значение переднего угла у будет равно нулю. Для получения положительного знач€1шя переднего угла у необходимо рабочую поверхность круга (торцевую) сместить относительно диаметральной плоскости фрезы на некоторое расстояние Hi, которое определяют из прямоугольного треугольника ОЛВ: Hi = 0,5D sin у. (31) Таким образом затачиваются фрезы с затылованными зубьями. Цилиндрические фрезы с винтовыми зубьями затачиваются по задней и передней поверхностям по аналогичным схемам, по к движению инструмента вдоль его оси (продольная подача) присоединяется одновременный его поворот на ту часть полного оборота, которая соответствует части шага винтовых канавок, приходящейся на всю длину фре-еы. В этих случаях передняя поверхность зуба, который фиксируется упором, становится, к тому же, копиром. Цилиндрические и дисковые фрезы, имеющие небольише углы наклона (О, шлифуются по окружности плоскими шлифовальными кругами (форма ПП) с расположением оси круга параллельно оси фрезы. При больших углах ((о == 30 -т- 45°) ось шлифовального круга устанавливается под углом (Д., значение которого определяется по формуле tg ц = tg а sin с . (32) Концевые и торцевые фрезы затачиваются аналогично. Сборные фрезы могут быть заточены на универсально-заточных станках. Однако в целях достижения приемлемых, производительности и качества заточки сборные фрезы следует затачивать на специальных заточных стайках-полуавтоматах либона особых приспособлениях с закреплением вынутых иожей в кассетах. Окончательно заточенная фреза подвергается заключительной обработке - доводке. Доводка преследует цель возможно более полного устранения мнкронеровностей.1на рабочих поверхностях зубьев или, по крайней мере, значительного их уменьшения, а также придания лезвию инструмента слитной, высокоточной формы. Достигается это путем снятия с поверхности очень тонкого слоя материала (металла или сплава) - 5-10 мкм. Доводка выполняется иа специальных доводочных станках, где инструментом служит чугунный диск, вращающийся с окружной скоростью 1,2-2,0 м/с. Диск смазывается пастой, в состав которой входят (массовое содержание в %): 60-70 порошка карбида бора зернистостью 270-325 или зеленого, карборунда той же зернистости и 30-40 парафина. Для лучшего удержания пасты на доводочном диске в нее добавляют 5-10 % окиси железа отобщей массы пасты. Современным средством, полноценно заменяющим доводку фрез, является тонкое шлифованне алмазными кругами на металлической связке с обязательным применением специальных СОЖ. Без СОЖ использовать aJмaзныe круги на металлической связке запрещается. V!l.2. Выбор кругов и режимов резаиия при ааточке Средние значения слоя материала, стачиваемого за переточку, приведены в табл. VII. 1. Выбор абразивных и алмазных кругов определяется в зависимоста от материала режущей части фрезы и вида заточки (предварительная, комбиниро- Таблица VII.1 Средние значения стачиваемого слоя за одну переточку
Таблица VII.2 Выбор абразивных кругов для заточки
Выбор алмазных шлифовальных кругов для заточки и доводки режущей частя инструмента из твердого сплава
ванная, чистовая, доводка). В табл. VII.2 и V1I.3 приведены рекомендуемые характеристики кругов. Применение алмазных кругов на металлической связке рекомендуется в тех случаях, когда припуск на заточку не превосходит 0,2- 0,4 мм. Предварительную заточку инструментов из твердых сплавов следует производить абразивными кругами из материала КЗ; в этом случае припуск на заточку не должен превышать 0,6-0,7 мм. В качестве СОЖ, применение которых обязательно, при обработке алмазными кругами на металлической связке могут быть рекомендованы жидкости, имеющие следующие составы (массовое содержание в %): 1) для шлифования и заточки фрез из твердых сплавов (НИАТ ТР.1.4.П0.77)- 0,7 триэтаноломина; 0,ЗС тринатрийфосфата; 0,25 соды кальцинированной; 0,28 буры} Таблица VII.4 Параметры режимов резаиия при заточке и доводке алмазными кругами
Установим охранное оборудование. Тел. . Звоните! | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||