
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 0,1 натрия азотнокислого; 0,1 вещества вспомогательнвго ОП-7 (смачиватель); остальное - вода; 2) для чистового шлифования, заточки и доводки фрез из твердых сплавов - 2 эмульсола Укринол-1, 0,6 соды кальцинированной, остальное - вода. В качестве СОЖ при обработке алмазными кругами на керамической и органической связках рекомендуется для чистовой заточки и доводки фрез из твердых сплавов жидкость следующего состава (массовое содержание в %): 0,6 тринатрий-фосфата, 0,5 масла ализаринового. 0,25 буры, 0,25 натрня азотнокислого, остальное - вода. В табл. VII.4 указаны режимы резаиия, рекомендуемые при заточке и доводке фрез, в зависимости от обрабатываемого материала инструмеЕ1та и алмазного круга. При работе с абразивными и алмазными кругами следует рукоюдствоваться требованиями ГОСТ 12.2001-74 Инструмент абразивный. Правила и нормы безопасной работы с ним . V1I.3. Преверка правильности заточенных фрез После заточки и доводки фрезы подвергаются контролю на соблюдение техЕШ-ческих требовании по биению лезвий, геометрическим параметрам, размерам рабочей части инструмента и шероховатости поверхностей. В табл. VII.5 приведены требования по биению после заточки торцевых и концевых фрез (ГОСТ 8529-69* и ГОСТ 17024-71*). Радиальное и торцевое биение лезвий зубьев фрез контролируются с помощью индикатора. Фреза при этом устанавливается в центрах на оправке, если она насадная; фрезы с коническими хвостовиками устанавливаются в специальных приспособлениях, имеющих вращающиеся (от руки) точные шпиндели с коническими гнездами. В них контролируются и фрезы с цилиндрическими хвостовиками, устанавливаемые при помощи переходников. Шероховатость передней и задней поверхностей для фрез из быстрорежущей стали допускается не более Ra = 0,63 мкм, для фрез из твердых сплавов - не йэлее Ra = = 0,32 мкм. Контроль дефектов поверхностного слоя осуществляется визуально и с помощью лупы; контроль шероховатости поверхности - путем сравнения с эталонами шероховатости соответствующих значений Ra. Предельные допустимые отклонения углов у фрез всех типов и размеров: для углов ф, а, Y, Я, ± 1°; для углов Ро. Фь (й ± 2°. Способы контроля геометрических параметров фрез приведены в табл. VII.6 Таблица VI 1.5 Допустимые отклонения (мм) по торцевому и радиальному биению торцевых и концевых фрез
Способы и средства контроля геометрических параметров фрез 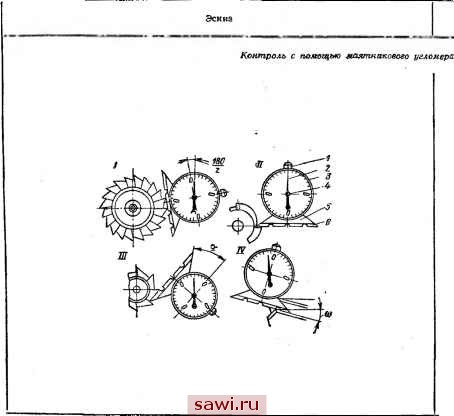 Способ контроля к корпусу 5 маятникового угломера (конвтрукции ВНИИ) привернута взмеритгльияя (лекальная) линейка 6 (поз. ). На свободно вращающуюся ось 4 насажены диск с отвесом (на рисунке не показан) и шкала со стрелкой 2. закрытые стеклом, вставленным в обойму (крышку) 3. При нажатии на фиксатор / стрелка 2 освобождается и под,ченствием груза всегда устанавливается вертикально; при этом показания стрелки иа шкале соответствуют измеряемому углу. При измерении углов этим прибором необходимо закрепить фрезу так, чтобы вершина измеряемого зуба находилась в диаметральной плоскости, занимающей горизонтальное поло-жепие. При измерении углов фрезы непосредственно иа станке установку зуба в горизонтальной плоскости производят следующим образом. Наложив линейку угломера на два смежных зуба (псз. /), поворачивают фрезу вместе с угломером до такого его положения, при котором стрелка угломера покажет отклонение от вертикали, равное половине углового шага зубьев, т. е. 6/2 = = 1807Z, где Z - число зубьев фрезы. Прн этом положении точка касания .пинейкк с нижним зубом будет лежать в диаметральной плоскости, расположенной горизонтально. Затем линейку угломера накладывают попеременно на переднюю (поз. ) или заднюю (поз. /) поверхности в, нажимая нз фиксатор, по показаниям стрелки на шкале отсчитывают значения переднего или заднего угла. На поз. IV показано положение угломера прн контроле угла наклона спирали Контроль с помощью угломера 2УРИ IЗадний ушУПеЫшй угол ЛЗодйийьугол Передни угол SaBHuuyzMjeuu угол  Угломер типа 2УРИ состоит из дуги 7 с неравномерной шкалой, риски которой расположены под углом е/2 = 1807Z к оси YY (поз. /); опорной линейки в, которая перемещается вдоль паза, имеющегося в ду -е; сектора 5, перемещающегося по дуге и закрепленного в нужном положении винторл 6. На секторе градуированы шкалы А я В, предназначенные для отсчета значений переднего и заднего углов. К сектору 5 прикреплена пластинка 4 с измерительной плоскостью а: в пазу пластинки 4 перемещается измерительная линейка t и ааксепляетйя в нужном положении винтом 3. При совйадении риски О на шкале сектора 5 и индекса на шкале дуги 7 рабочая плоскость линейки 8 проходит через центр вращения сектора 5 и составляет с линейкой 1 прямой угол. Для повышения точности отсчета угломер снабжается съемным оптическим устройством с лупой 2. Перед измерением опорную лииейкуй устанавливают соответственно угловому шагу зубьев и закрепляют гайкой 9. Затем в зависимости от длины прямолинейного участка передней поверхности вуба иамери-тельиую линейку 7 выдвигают иа нужный размер и закрепляют винтом 3. При измерении переднего угла (поз. ) угломер накладывают на лезвия двух*смежных зубьев так, чтобы на один нз зубьев опиралась линейка 8, а передняя поверхность другого, смежного с ним зуба соприкасалась с измерительной плоскостью линейки /. После закрепления угломера винтом 3 отсчитывают показания по шкале А против штриха, соответствующего числу зубьев z фрезы. Прн измерении заднего угла сектор угломера поворачивается до совмещения измерительной поверхности а пластинки 4 с задней поверхностью зуба фрезы (поз. /). В случае, показанном иа рисунке для фрезы с z =10, угол а = = 22°. При измерении углов на торцевых зубьях отсчет по шкалам А п В производится против штриха со знаком оо. Установим охранное оборудование. Тел. . Звоните! | ||||||||||||||||||||||||||||||||||||||||||||||||