
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 лимб 2 (соединен неподвижной посадкой с деталью 3) имеет на поверхности Б шкалу с делениями, -цена которых выражена в килоньютонах. На поверхности же корпуса 5 предусмотрена риска, с которой совмещается деление лимба 2, соответствующее нужному значению силы. Открепление заготовки производится дополнительным сжатием пакета тарельчатых пружин 6 за счет перемещения поршня. Это происходит под давлением масла, нагнетаемого в поршневую полость путем временного подключения гидронасоса или гндропневмоусилителя) через сопло-кран 9 шлангами 11. Для этого конус сопла вводится в конус ниппеля 7 и одновременно штифты 8 - в пазы В байоиетного соединения. Далее корпус крана поворачивается (при плотном совмещении конусов) против часовой стрелки и тем самым запирается. После этого ручка 10 кран? поворачивается до упора в сторону €уквы О (отжато). В этом состоянии освобожденный прижим может быть отведен от заготовки Затем поворотом ручки 10 кран переключают в положение 3 (зажато) и вынимают его из ниппеля 7, освобождая от байонетного соединения. При положении ручки на 3 (зажато) масло из поршневой полости выдавливается пакетом пружин и поступает по второму шлангу в резервуар гидронасоса. Для настройки прижима по высоте расположения прихвата имеется удлинитель /. Усилие зажима автономных прижимов может составлять 15 кН и более. V1IL3. Усшвврсальсые приспособления Среди универсальных установочно-крепежных приспособлений для фрезерных станков широкое применение получили машинные тиски с ручным и механизированным зажимами. Наиболее распространены пневматические и гидромеханические зажимы. На рис. Vni.lO показаны машинные тиски типовой конструкции с пневматическим зажимом. Ширина губок тисков модели ТП;2,7 равна 250 мм, тисков,ТП-6,7 - до 350 мм. Наибольшее усилие зажима Р= 27-*-67. кН. Усилие зажима, необходимое при выверке заготовки, достигается включением регулятора давления, который обычно вмонтирован в распределительный кран. Быстрая настройка тисков осуществляется перемещением установочной губки 3 вдоль зубчатого основания 5 с опорным зубом 4. Зажим происходит при ;.вижении поршня 6 вниз под давлением сжатого воздуха, поступающего в полость цилиндра. Шток поршня при этом воздействует на длинное плечо углового рычага / и тем самым перемещает подвижную губку 2, связанную через сферическую пару с коротким плечом рычага. Съемные губки к тискам позволяют быстро и правильно ориентировать устанавливаемые с их помощью заготовки различных размеров и форм. Базовые поверхности таких губок соответствующим образом обработаны. На рис. VIII. 11 приведены при- 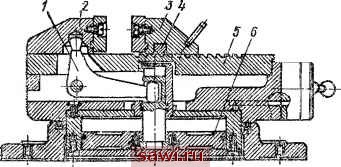 Рис. VIII.10. Универсальные машинные тиски о пневматическим зажимом меры съемных губок. Здесь размер / соответствует ширине губок тисков, а h неско.пько больше их высоты. В ряде случаев могут успешно применяться простые и дешевые сменные подкладки и вкладыши, форма которых учитывает конфигурацию заготовок, закрепляемых в машинных тисках. Машинные самоцентрирующие тиски с гидравлич!ееким зажимом, рассчитаиные на удобное применение в ннх наладок, показаны на рис, VIII. 12. Максимальный ход губок 14 мм. Усилие зажима при давлении в гидросистеме 5 МПа составляет 30 кН. Самоцентрируюшие тиски рекомендуется применять в тех случаях, когда необходимо обрабатывать пазы или образовать прямоугольные выступы (так называемые замки) и другие им подобные поверхности, равноудаленные от боковых направляющих базовых поверхностей заготовки, т. е. расположенные по ее центру. Прн этом используется мерный режущий инструмент или набор из двух дисковых фрез с точным расстоянием между ними. По направляющим корпуса / тисков перемещаются губки 2 и 5, прижатые к ним планками 9. Равномерное сближение губок осушестплястся ипитами 5 и ? со встреч- 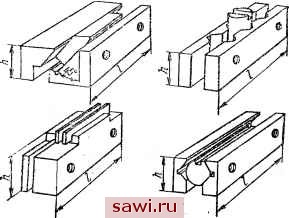 Рис, VIII.II, Съемные губки к тискам ными (левой и правой) нарезками. Хвостовик одного винта входит в отверстие дру -гоге и направляется в ием шпонками. Такая конструкция позволяет перемещаться им относительно друг друга в осевом направлении. В корпусе установлен гидроцилиндр 10 с крышкой 11, на верхней части которого имеются две проушины. В проушинах на осях 4 смонтированы рычаги 5, каждый из которых своим вильчатым вертикальным плечом охватывает шейки винтов 3 и 7. Горизонтальные плечи рычагов соединены со штоком поршня 6. В гидроцилиндр масло под давлением подается от любого источника питания. Для подвода и отвода масла применяются штуцеры 13 и 14. Тиски установлены на подставке 12, имеющей градуированную шкалу, что позволяет производить поворот тисков всжруг вертикальной оси на требуемый угол. Примеры наладок к таким универсальным наладочным тискам приведены иа рис. VIII.13. На рис. VIII.13, а представлена наладка для установки штампованной заготовки-рычага на вертикально-фрезерном станке.- Плоские призмы 2 и б закреплены на губках 1 к5 тисков. Обрабатываемая заготовка 4 установочной базой лежит на подставке 3. На рис. VIII. 13, б показана наладка для установки литой заготовки 4 при фрезеровании ее торцевых поверхностей. Съемные специальные губки 7 и 5 выверены и закреплены на губках тисков 1 и 5. Самоустанавливагощийся прихват 9, вмонтированный в губку 7, прижимает заготовку одновременно к ее установочной и упорной базам при сближении губок тисков. 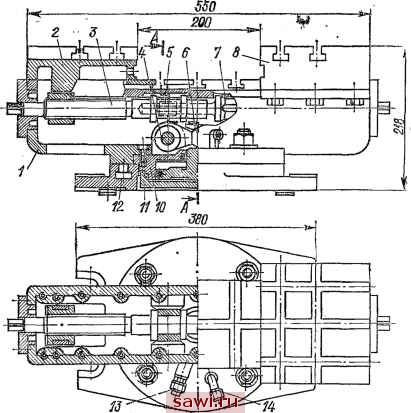 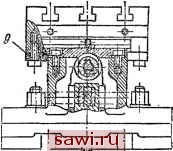 Рис. Vin.I2. Универсальные машинные самоцентрирующие тиски с гидравлическим зажимом Установим охранное оборудование. Тел. . Звоните! |