
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95  АЗГ, Е) f с) 3 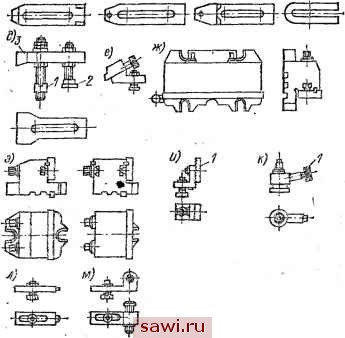 Рис. VIII.20. Зломенты наладок к универсально-наладочному столу <см. рис. V 111.19) На рис. VIII. 19, бпоказангидроцилиндр В разрезе. Масло ПО каналам в столе поступает в канавки и отверстие 9, предусмотренные в стакане 12 цилиндра, и затем - в поршневые полости, уплотнение которых обеспечивается кольцами S, 10,11. В гидроцилиндре создается давление до 15 МПа. Крышка 6 ограничивает поршневую полость я одновременно крепит стакан 12 к столу. Внутренняя поверхность крышки имеет радиусный паз, в котором может перемещаться палец 7, запрессованный в поршень 14. Палец определяет рабочее и выключенное состояние гидроцилиндра, одновременно он препятствует повороту поршня.когда в отверстии его штока закреплена тяга зажима. Ход поршня 10 мм. Для перевода гидроцилиндра в нерабочее состояние поршень поворачивается (специальным ключом) на 90°. Резьбовые отверстия выключенных гидроцилиидров, расположенные на торцах штоков, заглушают пробками 13. В гидроцилиндре создается давление 15 МПа. При диаметре поршня D = 50 мм на штоке возникает сила Я = 29400 Н (3000 кгс). Универсально-иаладочный стол комплектуется набором различных каладоч-яых элементов, некоторые из которых показаны на рис. VIII.20. Разнохарактерные прихваты (рис. VIII.20, а-д) позволяют надежно и правильно закреплять заготовки. В каждом таком прихвате две резьбовые шпильки: одна служит опорой прихвата и прижимается к столу сферической пятой 2. с планкой 3 она связана верхней и нижней гайками; вторая шпилька ввертывается в шток поршня гидроцилиндра или в сухарь / Т-образного паза стола и соединяется с планкой 3 Таблица VIII.3
* Шаг 1.5 мм. ** Изготавливается с 1983 г. тоже верхней и нижней гайками. При ходе поршня вниз шпилька тянет планку 5, которая прижимает заготовку к опоре. Прижим для досылки заготовки до упора н дополнительного закрепления приведен на рис. Vni.20, е. В качестве опор для направляющих и опорных базовых поверхностей заготовок набор имеет: неподвижные губки (рис. VHI.20, ж, в); регулируемые опоры (рис. vni.20, и); самоустаиавливающуюся опору (рис. УП1.20, к){ пазовые нерегулируемые и регулируемые опоры (рис. VHI.20, л, м). Отечественной станкостроительной промышленностью централизованно производятся разнохарактерные и разноразмерные комплекты УСП и УСПО, принцип обращения элементов которых в приспособлении для обработки конкретных заготовок аналогичен тому, что принят для применения уииверсальио-паладочиого стола. Однако ввиду большой разновидности и числа входящих в них элементов эти комплекты обладают более широкими возможностями для компоновок. Краткие сведения о таких комплектах даиы в табл. УП1.3. Установка и закрепление заготовок в еще большей мере упрощаются и сокращаются по времени при использовании специализированных переналаживаемых приспособлений, оборудованных механизированными зажимами. Примером таких специализированных приспособлений может служить групповое многоместное приспособление с гидравлическим зажимом для фрезерования заготовок типа планок и клиньев (рис. VHI.21). Чугунный корпус 1 этого приспособления имеет в своей нижней части ряд сквозных соосных отверстий. В середине их диаметр 70 мм иа длине 150 мм, с обоих концов на длинах 250 мм диаметры по 75 мм. С концов запрессованы стаканы 2, образующие полости, в которые по каналам Б может поступать сжатый воздух, применяемый для осуществления разжима. В отверстиях диаметром 70 мм, работающих как цилиндры, помещаются левые и правые гидравлические поршни 4, перемещаюш,иеся под давлением масла, поступающего по каналам А. Штоки 3 поршней своими проушинами соединены с помощью осей с рычагами 5. Рычаги могут качаться на осях 6. При раздвижке поршней (ход каждого 20 мм) рычаги 5 воздействуют на гайки 7, находясь в пазах своими контактными поверхностями. Это вызывает силовое перемещение гильз 8 прижимов, сходящихся к центру. Положение прижимов можно наладочио регулировать путем вращения виитов 10 (съемной рукояткой 11), что вызывает перемещение гильз 8 относительно гаек 7 на 90 мм. Центральный упор 9 позволяет устанавливать и обрабатывать одновременно две разные по высоте заготовки, установленные с помощью припиеиения различных наладочных подкладок. Вдоль приспособления могут быть также установлены и зажаты несколько различных коротких заготовок, каждая из которых закрепляется выделенными для этого одним или двумя прижимами (гильзы 8). При снятии цеитральвого упора 9 (заполняется вставкой 12) может устанавливаться заготовка размером 130-300 мм. Источниками рабочего тела (в наших условиях это масло) с необходимыми значениями давления служат одно- и двухступенчатые пневмогидравлические усилители и гидронасосы. Одноступенчатые пневмогидравлические усилители (мультипликаторы) применяются редко, преимуществсиио при небольшом рабочем объеме масла (на один- три гидроцилиндра). Двухступенчатые пневмогидравлические усилители имеют обычно достаточный рабочий объем масла прн небольшом увеличении габаритов по сравнению с одноступенчатыми усилителями. На рис. VIII,22 показан двухступенчатый пневмогидравлический усилотель модели С7027-4007 конструкции Оргстанкинпрома, изготавливаемый централизованно. Усилитель состоит из пневмоцилиидра 9 и двух гидроцилиндров - низкого 7 и высокого давления 6. Шток 3 поршня 2 пневмоцилиидра является плунжером гидроцилиндра 6. Усилитель работает по циклу предварительный зажим - окончательный зажим - разлшм. При повороте рукоятки четырехходового пневматического распределительного крана 5 последовательного включения (В71-33) в положение предварительного зажима сжатый воздух через штуцер 8 поступает в верхнюю полость гидроцилиндра низкого давления 7 усилителя (преобразователя давления). При этом масло из по Применяется в Ленинградском станкостроительном объединении им. Я. М. Свердлова. Установим охранное оборудование. Тел. . Звоните! | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||