
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 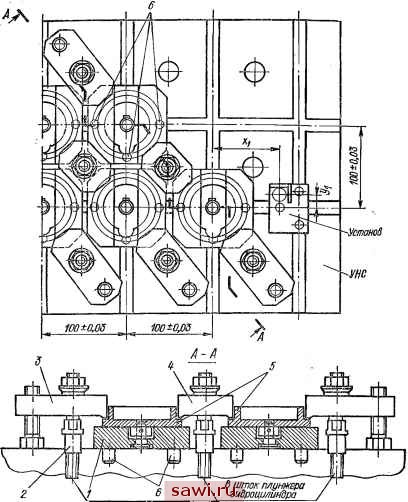 Рис. Vni.23. Переналаживаемые приспособления для ставков с ЧПУ на основе УНС (1-й вариант) четыре С D = Жирными линиями показаны обрабатываемые поверхности заготовок -выкружки cR = 25мм, четыре отверстия с D = 26мм и одно отверстие = 12 мм. Третья наладка приспособления показана на рис. VIII.25 (3-й вариант). В этом случае на УНС установлены четыре специальные подкладки /, положение которых в каждой определяют три пальца Б, входящие в калиброванные продольные и поперечные пазы. Подкладки / отдельно закреплены болтами 5, завинченными в резьбовые отверстая сухарей, находящихся в поперечных Т-образных пазах УНС. Базирование заготовок производится калиброванными пальцами В по двум обработанным отверстиям во фланце заготовки. Закрепление, как и в ранее приведенных приспособлениях, производится механизированными прижимами 3 к 4, шпильки 2 которых соединены со штоками гидроцилиндров. Восемь установленных 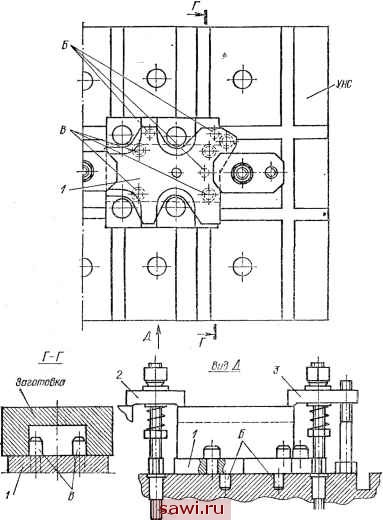 -в шток мунтрагидроцшин Рис. VIII.24. Переивяаживаемые приспособления для станков с ЧПУ на основе УНС (2-Д вариант) заготовок о6р!абатываются по объединенной программе. На этой операции фрезеруется но контуру эллипс 38X 46 мм и сверлятся четыре отверстия Мб, 7Н. При обработке на фрезерных станках с ЧПУ заготовок небольших размеров (примерно до 100X120X 60 мм) партиями, содержащими сравнительно ограниченное их количество, эффективно могут использоваться универсальные приспособлен ния с быстродействием зажима, например пневматические или пневмогидравлические машинные тпски. Так как тиски в лучшем случае могут фиксировать положение заготовки только по двум осям координат, то их применение требует дополнения простейшими налад- 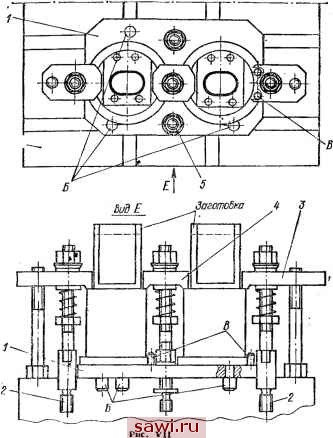 1.25. Переналаживаемые лриспосоСчения .ля станков с ЧПУ на основе УНС (3-й вариант) шмп. Такие иаладки ДОЛЖНЫ обеспечивать фиксирование заготовки ПО трем координатам X, У и Z и вывод инструмента в ИТ. На рис. VHI.26 приведена простейшая наладка универсальных пневматических тисков (см. рис. VHI. 10). Подвижная губка J обычно сохраняет свою постоянную наладку 2; налаживаемая - неподвижная - губка 5 оснащается специальной накладкой 4, на которой имеется круглый упор 3, определяющий положение устанавливаемой заготовки 8 по координатной оси Y. На конце накладки неподвижно закреплена пластина 6, в которой выполнен угловой уставов в ИТ по координатам X, Y. Ось контрольного валика А или концевой фрезы, закрепляемых в шпинделе станка, совмещается с центром установа. Правильность совмещения контролируется равенством щелей б] = fig прн помощи пластинок щупа. Когда такое положение оси фрезы будет достигнуто, она будет находиться на расстоянии а по оси V и расстоянии б по оси X от базовых поверхностей заготовки. Эти расстояния делаются равными координатам ИТ, на которые она отстоит от заготовки по данным программы. За начало отсчета по оси Z обычно принимается горизонтальная направляющая поверхность В тисков. Положение заготовки в этом направлении определяется подкладкой 7 соответствующего (по программе) размера. Поверхность Б пластины 6 перпендикулярна к опорной поверхности накладки 4; она. служит для выверки всего при- Установим охранное оборудование. Тел. . Звоните! |