
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 в 8 7 Вид Б 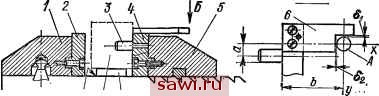 Рис. VIII.26. Наладка к пневматическим тискам для стайка с ЧПУ способления па параллельность направлению продольной подачи стола станка т. е. оси X его координатной системы. Способ ориентирования любых заготовок прямоугольных форм по координатным осям станка, называемый координатным углом , рационально использовать при установке непосредственно на поверхности стола заготовок относительно крупных размеров, например литых чугунных, стальных и силуминовых корпусных коробчатых заготовок (рнс. VIII.27, б). В машиностроении встречаются детали, требующие точной обработки плоских поверхностей, расположенных по обводу фигурного контура. .Эти поверхности, являясь обычно конструкторскими и технологическими базами, должны иметь сравнительно высокую плоскостность (0,02-0,05 мм на 1 м). Достиженке такой плоскостности на фрезерных станках с ручным управлением - задача весьма трудная, связанная с тем, что при перемене направления подачи на некоторое время она вовсе отключается. На станках с ЧПУ контурная подача, происходящая одновременно в продольном и поперечном направлениях, ни на момент не прекращается. Вследствие этого никакого изменения режима резания не происходит и силы, действующие в системе СПИД, сохраняются примерно на одном уровне. На рис Vni.27, а показана схема размещения на столе станка боковых опор-Упор 1 определяет положение заготовки по оси X, упоры 2 in4 - по оси Y. Простей шее приспособление 3 представляет собой плоский угольник с точно перпендикулярными друг другу наружными и внутренними боковыми поверхностями. На высту па.ющей части длинной линейки этого угольника предусмотрено точное отверстие, 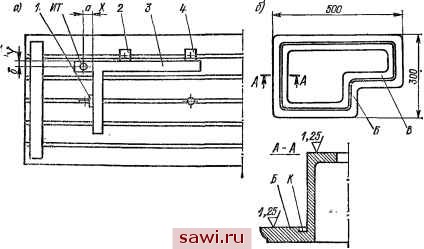 i-nt. VIM.27. Схема ориентирования координатный угол : а - установка опор по приспособлению; б - обрабатываемая заготовка центр которого имитирует ИТ, отстоящую на размер а по оси X от боковой стороны приспособления 3, прижатой к упору 1, и на размер б по оси Y от стороны, прижатой к упорам 2п 4. Значения размеров с и б гравируются на поверхноста приспособления. Эше размерами в программах обработки задаются ИТ относительно базовых пойерХНостей заготовки. Нулевая точка по оси Z совмещается с плоскостью стола станка. Щрует заметить, что здесь заготовки базируются необработанными поверх-Hocfffl (за исключенииу! установочной поверхности заготовки) н, следовательно, могут возникать ошибки положения от ИТ, доходящие до 1-2 мм; но так как обрабатываемая поверхность В (рис. Vni.27, б) допускает смещения фрезы почти на полу-разкость диаметра фрезы и ширины поверхности, а поверхность Б - на ширину необработанной канавки К, идущей по всему контуру отливки, то даже такие значительные ошибки все же вполне допустимы. Изложенный способ весьма экономичен. Закрепление заготовок осуществляется стандартизованными прижимами. Глава IX ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ И ИХ НАСТРОЙКА IX.1. Устройство делительных головой и работа с Himi Назначение делительной головки - производить периодические повороты обрабатываемой заготовки на заданные равные и неравные углы или непрерывно вращать обрабатываемую заготовку. При работе на фрезерных станках делительные гадовки предназначаются для фрезерования канавок различного профиля (как прямолинейных, так и спиральных) на цилиндрических и конических заготовках. Путем соответствующей настройки делительной голоики может быть обеспечено размещение по окружности заготовки любого числа канавок. Делительные головки используются главным образом на горизонтально-фрезерных станках. Для универсально-фрезерных станков они являются обязательной принадлежностью; к простым горизонтально-фрезерным станкам они поставляются лишь по особому требованию заказчика. Различают следующие виды делительных головок: простые - для непосредственного деления, универсальные и оптические. В целях повышения производительности труда в крупносерийном и массовом производстве применяют многошпикдель-ные делительные головки. Простые головки для непосредственного деления отличаются простотой конструкции и легкостью управления. Применяются они преимущественно для обработки относительно простых деталей, изготовляемых в больших количествах. В корпусе простой делительной головки расположен шпиндель, передний конец которого используется для закрепления обрабатываемой детали; на заднем конце шпинделя крепится делительный диск (лимб), имеющий на окружности определенное число пазов. Головки этого типа предоставляют возможность деления заготовки на ограниченное число равных частей - 2, 3, 4, 6, 8, 12 и 24, что обусловлено числом пазов на делительном диске. Однако при изготовлении специального делительного диска такая головка может быть приспособлена и для других чисел делений, а также для деления иа неравные части. Угол поворота шпинделя отсчнтьшается непосредственно по делительному диску. Головки для непосредственного деления выполняются горизонтальными (с горизонтальным расположением шпинделя) и вертикальными (с вертикальным расположением шпинделя). Последние снабжаются трехкулачковым патроном, в котором обычно закрепляется обрабатываемая деталь. Универсальные делительные головки (УДГ) имеют более сложную конструкцию и применяются в единичном, мелкосерийном, экспериментальном и реже - серийном производстве. Они широко используются в ремонтном, и особенно в инструментальном цехе. В отечественной промышленности используются универсальные делительные головки моделей УДГ-Д160, УДГ-Д200, УДГ-Д250, УДГ-Д320 и УДГ-Д400, а также выпускаемые с 1980 г. (ГОСТ 8615-80) головки следующих обозначений: 7036-0051; 7036-0061: 7036-С052:7036-0062; 7036-0053; 7036-0063; 7036-0054; 7036-0064; 7036-0055; 7036-0065; 7036-0056; 7036-0066. Технические характеристики УДГ приведены в табл. IX. 1. Для особо точных делительных работ применяются оптические делительные головки. Такие головки обеспечивают деление с точностью до 30. На рио. IX. 1, а и б изображена УДГ. Обрабатываемая заготовка может быть закреплена в патроне, навертываемом на шпиндель, или установлена между цен- Установим охранное оборудование. Тел. . Звоните! |