
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 Способом непосредственного деления можно разделить заготовку на 2, 3, 4. 6. 8. 10, 12, 24 части. у > . * У некоторых конструкций головок вместо отверстий на задней стороне делительного диска делаются пазы. Пример 1. Определить положения шпинделя при фрезеровании каждой из шести канавок шестигранной развертки. По формуле (33) находим угол поворота шпинделя а = 360/6 = 60°. При фрезеровании первой канавки следует установить нулевой (360-й) штрих шкалы диска для непосредственного деления против нулевого штриха нониуса. Затем после обработки первой канавки повернуть диск и установить его соответст-ненно прн фрезеровании: второй канавки на О + 60 = 60°; третьей - 60 + 60 = = 120°; четвертой - 120 X 60 = 180°; пятой - 180 + 60 = 240° при проверке 240 + -f 60 = 300°. F F н -г П р и м е р 2. Определить число промежутков (шагов) на делительном ряде с числом отверстий а = 24 при делении на три части. По формуле (34) 6 = 24/3 = 8 отверстий. При непосредственном делении червяк 21 (см. рис. IX.2 и IX.3) делительной головки должен быть выведен из зацепления с червячным колесом 4, что осуществляется поворотом рукоятки К на 180°. После установки шпинделя в каждое рабочее положение он должен быть застопорен поворотом рукоятки Г. Настройка для деления заготовки ка равные части методом простого деления. На рис. IX.10 показана кинематическая схема делительной головки при простом делении. Обозначения те же, что и на рис. IX.1 и IX.2. Здесь числа зубьев колес 12 и 24 равны, и поэтому одному оборот рукоятки И соответствует один оборот червяка. Червяк 21 одноза-ходный, сцепленное с ним червячное колесо 4 имеет 40 зубьев. Это значит, что для одного полного оборота шпинделя, следовательно, в обрабатываемой детали рукоятке И необходимо сообщить 40 оборотов. Очевидно, что если требуется произвести деление на z частей (например, вьшол-ннть фрезерование колеса с числом зубьев, равным г), то число оборотов рукоятки должно быть в г раз меньше 40, т. е. равно 40/г. Так как числитель дроби 40/г равен характеристике головки, можно установить, что для определения числа оборотов рукоятки головки при простом делений следует ее характеристику разделить на число делений обрабатываемой детали. Это правило выражается формулой 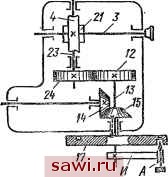 Рис. JX.10. Кинематическая схема делительной головки при выполнении простого деления П = 40/2, (35) где п - число оборотов рукоятки головки; 40 - характеристика головки; г - заданное число делений. Пример 3. Определить число оборотов рукоятки делительной головки при делении заготовки на 20 частей. По формуле (35) находим и = 40/20 = 2 оборота, т. е. для поворота шпинделя с деталью на 1/20 часть окружности следует делать два полных оборота рукоятки (рис. IX.И). Во всех случаях, когда для поворота шпинделя на 1/г часть требуется один или несколько полных оборотов рукоятки, фиксатор после деления вводится в одно и то же отверстие делительного ряда и настройки сектора диска не требуется. Для деления можно использовать любой ряд из имеющихся на диске. Пример 4. Определить число оборотов рукоятки И делительной головки при фрезеровании зубчатого колеса с числом зубьев г = 120. По формуле (35) находим п = 40/120 = 1/3 оборота. Для поворота рукоятки на 1/3 оборота необходим делительный ряд с числом отверстий, кратным 3. Можно использовать, например, ряд с 30 отверстиями. Умножим числитель и знаменатель дроби 1/3 на 10, получим Ь 10/(3-10) = 10/30. Это значит, что в данном случае, используя делительный ряд 30 и поворачивая рукоятку головки перед каждым проходом фрезы, следует пропускать 10 промежутков (шагов) между отверстиями делительного ряда. В этом случае сектор должен быть раскрыт таким образом, чтобы между его линейками было 10 промежутков или 11 отверстий. Пример 5. Определить число оборотов рукоятки И при делении цилиндрической заготовки иа 28 частей. По формуле (35) находим п = 2g = у = I у оборота, т. е. для поворота шпинделя на 1/28 часть рукоятку необходимо поворачивать на один полный оборот и еще на 3/7 оборота. Чтобы подобрать диск и настроить сектор, как и в предыдущем примере, умножаем дробь 3/7 на такое число, чтобы в знаменателе получилось число отверстий, имеющееся на диске, например на 7. Тогда 3-7/(7-7)= 21/49. Таким образом, требуется диск с рядом 49 отверстий. По делительному ряду с 49 отверстиями сектор устанавливаем так, чтобы в его растворе оказался 21 шаг, В процессе деления рукоятку поворачиваем на один полный оборот и дополнительно на 21/49 оборота. В целях упрощения работы при настройке делительной головки в табл. IX.2 и IX.3 приведены данные настройки, заранее рассчитанные для делительных головок, приведенных в табл. IX.1. Настройка для деления заготовки на равные части методом дифференциального деления. Сущность метода дифференциального деления заключается в следующем. Требуемый поворот шпинделя делительной головки получается в результате двух поворотов: поворота рукоятки головкн относительно делительного диска и поворота Таблица IX.2 Частота вращения рукоятки для деления от 2 до 43 частей простым делением (для делительных головок моделей УДГ-Д160; УДГ-Д200; УДГ-Д250: УДГ-Д320( УДГ-Д400)
J Графы таблицы, в которых не указаны значения чисел зубьев сменных сообщают данные простого деления. Частота вращения рукоятки для деления от 43 до 397 частей дифференциальным и простым делением (для делительных>головок моделей УДГ-Д160; УДГ-Д200; УДГ-дг50; УДГ-Д320; УДГ-Д400) Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||