
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 Число оборотов рукоятки по формуле (36) п = 40/160 = 1/4 = 4/16. Берем делительный ряд с 16 отверстиями и устанавливаем сектор на 4 промежутка между отверстиями этого ряда, В целях упрощения настройки в табл. IX.3 приведены данные, заранее рассчитанные для деления по дифференциальному н простому методам для делительных головок, указанных в табл. 1л,1. При настройке этих головок необходимо учитывать следующее: 1) установка сменных зубчатых колес должна производиться по схемам рис. IX.12 (см. также табл. IX.3); 2) зубчатое колесо устанавливается на шпиндельном валике, а 24- на валяке привода головки; 3) зубчатые колеса гц на схеме /, и на схеме и Zn на схеме IV - паразитные. Так как при дифференциальном делении шпиндель делительной головки соединяется с валиком ее привода при помощи сменных зубчатых колес, деление можно осуществить только при горизонтальном положении шпинделя головки, когда такое соединение возможно. При фрезеровании винтовых канавок зубчатых колес с винтовым зубом конических колес прибегают к дифференциальному делению по способу П. С. Гуцулы. Настройка делительной головки для деления по способу П. С. Гуцулы. Сущность деления по способу, разработанному фрезеровщиком-новатором производства Гуцу-лой, заключается в том, что после обработки каждой впадины зуба колеса фрезеруется не соседняя с ней впадина, а другая, расположенная с некоторым постоянным пропуском относительно профрезерованной. Так, если при фрезеровании зубчатого колеса с г = 61 число пропускаемых впадин принято равным И, то после обработки первой впадины фрезеруется 12-я, затем 23-я и до 51-й. Фрезеруемое колесо сделает при этом 11 оборотов, а не 1 оборот, как при обычном фрезеровании. Прибегая к делению по способу Гуцулы, достигают уменьшения ошибки между шагами соседних зубьев зубчатого колеса за счет усреднения ошибок в расстояниях между отверстиями делительного диска. Число оборотов рукоятки головки при делении по способу Гуцулы определяется по формуле п = х1С, (39) где С - число отверстий (предпочтительно возможно большее) одного из рядов делительного диска. Для определения х дробь 40/z, где 40 - характеристика головки, а г - число зубьев фрезеруемого колеса, умножают на С и Р. Здесь Р - вспомогательное целое число, не имеющее общих множителей с числом зубьев фрезеруемого колеса. Это число показывает, сколько пропускается впадин. Кроме того, число Р должно быть таким, чтобы при умножении на него дроби 40C/z получилось число Л, возможно более близкое к целому числу, т, е, чтобы можно было написать Л 40СР/г. (40) Примечание. При пользовании этой формулой удобнее, выбрав С и определив значение дроби 40С/г, подобрать значение Р, удовлетворяющее указанным ус-лгаввям. Для получения значения х, возможно более близкого к целому числу, иногда оказывается необходимым принять другое значение С. После округления д)обного значения Л до ближайшего целого числа х последнее будет выраямть число промежутков делительного круга, на которое следует поворачивать при данном делении рукоитку головки. Принятое число х подставляется в формулу (39). 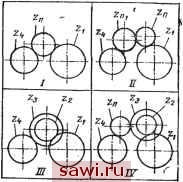 Рис. IX. 12. Схемы настройки гитары сменных зубчатых колес при дифференциальном делении в связи с указанной заменой дробного значения числа промежутков ряда целым числом (т. е. х) при каждом повороте рукоятки головки образуется ошибка, определяемая по формуле 6 = xlCP - 40/2. (41) Погрешность А, накопенная на последнем шаге зубьев фрезеруемого колеса, вызванная ошибкой в повороте рукоятки S, определяется по формуле Д = 6яйг/40, (42) где d - диаметр делительной окружности фрезеруемого колеса, мм. Ошибка в повороте рукоятки, а следовательно, и погрешности последнего шага фрезеруемого колеса могут быть положительными и отрицательными. Таблица IX.4 данные для настройки делительных головок моделей УДГ-Д200, УДГ-Д250, УДГ-Д3 20 и УДГ-Д400 на деление по способу Гун
Пример 8. Определить по способу Гуцулы число оборотов рукоятки делительной головки при фрезеровании зубчатого колеса с числом зубьев г= 121. Модуль колеса m = 2. Приняв С = 49 и следуя примечанию к формуле (40), получим 40-49/121 = 16,545. После нескольких попыток принимаем Р = 5. По формуле (40) находим А 40-49-5/121 = 80,99183. Округляя найденное значение А до ближайшего целого числа, получаем А = = х= 81. По формуле (39) находим 81 , 32 = 49=49- Таким образом, для выполнения требуемого деления следует сообщать рукоятке головки один полный оборот и дополнительно по ряду с 49 отверстиями - поворот на 32 промежутка между отверстиями. Ошибка в повороте рукоятки находится по формуле (41) б = 81/(49.5) - 40/121 = 0,000034. Наибольшая возможная погрешность на последнем шаге зубьев фрезеруемого колеса определяется по формуле (42). В данном случае d = тг, где m -модуль. Поэтому Д = бя;гот2/40 = 0,000034-3,14-121.2-121/40 = 0,085 мм. В целях упрощения настройки в табл. IX .4 приведены данные настройки, за ранее рассчитанные для деления по способу Гуцулы на делительных головках мо делей УДГ-Д200, УДГ-Д250, УДГ-Д320, УДГ-Д400. При пользовании этой таблицей для определения погрешности на последний шаг фрезеруемого колеса следует диаметр его делительной окружности или произведение mz умножить на приведенное в таблице значение накопленной ошибки прн диаметре делительной окружности, равном 1 мм. IX.3. Настройка делительной головки для деления на неравные части Деление заготовки на неравные части. При фрезеровании стружечных канавок цилиндрических и концевых фрез с неравномерным шагом между зубьями и в ряде других случаев выбирают подходящее число отверстий по окружности делительного диска и заранее составляют расчетную таблицу. Пример 9. Требуется фрезеровать стружечные канавки в концевой фрезе с неравномерным шагом и соответствующими центральным углами 85, 90, 95°. Составляется расчетная таблица. Для поворота заготовки на 360 , т. е. на один полный оборот, рукоятку головки с характеристикой 40 необходимо повернуть на 40 оборотов, а для поворота на 1° рукоятку необходимо повернуть на 40/360 = 1/9 = 6/54 оборота. Следовательно, для поворота на 1° необходимо на головку установить диск, имеющий 54 отверстия по окружности, и поворачивать рукоятку на 6 промежулюв между отверстиями. Теперь легко составить таблицу чисел оборотов рукоятки для поворота еаготовки фрезы на указанные центральные углы:
Первую стружечную канавку фрезеруют произвольно, а затем для фрезерования второй канавки под углом 85° рукоятку поворавдвают на 9 полных оборотов и дополнительно на 24 промежутка ряда с 54 отверстиями. Для фрезерования третьей канавки под углом 90° рукоятку поворачивают на 10 полных оборотов н т. д. Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||