
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 нием стола, осуществляется с помощью гитары и сменных колес, которые не только передают вращение заготовке, но и приводят в соответствие это вращение с ее поступательным перемещением, т. е. с продольной подачей. На делительных головках моделей УДГ-Д200, УДГ-Д250, УДГ-Д320 и УДГ-Д400 устанавливаются гитары (см. рис. IX.5): малая Г на ходовой винт продольной подачи стола и большая D на цилиндрическую шейку приводного вала делительной головки. Схема установки зубчатых колес гитары для фрезерования винтовых канавок правого направления приведена на рис. IX.16, а, левого - на рис. IX.1-6, б. Зубчатые колеса Zn с равными числами зубьев устанавливаются одно на шейке ходового винта стола; другое - на пальце гитары, на котором одновременно закреплено первое сменное зубчатое колесо г. Зубчатое колесо 2о служит для изменения направления вращения, не изменяя передаточного отношения. При передаточном отношении сменных зубчатых колес, равном единице, за один оборот винта продольной подачи стол переместится на расстояние, равное шагу резьбы вннта, а шпиндель делительной головки с заготовкой повернется на 1/40 оборота. Для одного полного оборота шпинделя ДГ необходимо, чтобы винт подачи сделал 40 оборотов. При этом стол переместится на расстояние, равное произведению значения его шага Р на характеристику головки N, равную 40. Шаг резьбы вннта продольной подачи у отечественных кон-сольно-фрезерных станков равен 6 мм. Отсюда перемещение стола за один оборот заготовки составит Л = РЛ = 6-40== 240. (48) Характеристикой А универсально-фрезерною станка называется шаг винтовой канавки, которая может быть профрезерована на данном станке при передаточном отношении сменных колес см = 1- Передаточное отношение сменных зубчатых колес гитары icM = AIH. Зная передаточное отношение, мояшо (гать сменные зубчатые колеса по формуле tcN = -jf = - ~- (50) (49) рассчи- 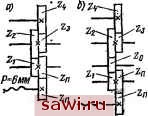 Рис. 1Х.16. Установка сменных аубчатых колес на гитаре для фрезерова----- винтовых канавок: Нин. правого левого направления; иаправлення 22 г Пример 13. Определить передаточное отношение н рассчитать сменные зубчатые колеса гитары при фрезеровании винтовой канавки с Н - 300 мм, если А = Е= 240, По формуле (50) г, гз 240 Тзбо- 24 ЗО Разложим числитель и знаменатель дроби на множители так, чтобы прн умножении каждой из дробей на некоторое постоянное число получить числа, соответствующие числам зубьев, которыми располагают зубчатые колеса из набора . 24 6-4 60 40 см 10-3 100 30 Пример 14. Определить сменные зубчатые колеса прн фрезеровании винто. вой канавки с Я = 396 мм на станке с А = 240. По формулам. (49) и (50) находим 240 4-Э-20 20-3 100-30 396 4-9-11 11-9 ~ 55-90 В целях упрощения задачи подбора сменных зубчатых колес в табл. IX.6 приведены готовые решения для случаев фрезерования винтовых канавок на станках А = 240.
Подбор сменных зубчатых колес для фрезерования винтовых канавок на фрезерных станках с шагом винта продольной подачи Р 6 мм Глава X ОСНОВНЫЕ ФРЕЗЕРНЫЕ РАБОТЫ Х.1. Погрешности обработки Причины, вызывающие отклонения от форм и взаимного расположения поверхностей деталей, обработанных на фрезерных станках, связаны с; 1) неточностью станка; 2) погрешностью установки заготовки (ориентации н закрепления); 3) неточностью изготовления, установки, настройки и изнашивания фрез; 4) упругими деформациями технологической системы; 5) тепловыми деформациями; 6) внутренними напряжениями в заготовке. Перед выполнением обработки в целях предотвращения брака следует реально оценить значения возможных отклонений по каждому из шести перечисленных факторов н произвести сравнение ожидаемого результата с допустимыми отклонениями. В случаях выполнения обработки поверхностей заготовок с широкими полями допу стимых отклонений, очевидно превосходящими максимально возможные погрешности, такой оперативный анализ не производится. Станок, приспособление (установочно-крепежное), инструмент, деталь (заготовка) образуют замкнутую упругую систему тел, которую принято называть технологической системой (СПИД). В процессе фрезерования возникает сила резання, которая действует через один элемент СПИД - инструмент - на все остальные элементы системы, стремясь скрутить, отжать, изогнуть, вдавить, зажать в той или иной мере каждый из элементов. Жесткость - это способность тела нлн системы тел сопротивляться силе, проявляющейся при нх деформации. Жесткость определяют нз отношения действующей силы к деформации, ею вызванной. При обработке резаннем интерес представляют деформации, вызывающие погрешности форм и размеров заготовок. Исходя нз этого, значение жесткости дает отклонение составляющей силы резання Ру, направленной по нормали к обрабатываемой поверхности, к смещению заготовки в том же направлении у нли инструмента в обратном направлении J = Pyly. (51) Так, если под действием составляющей Ру = 4900 Н заготовка отжимается от торцевой фрезы на 0,25 мм, то жесткость J = 4900/0,25 = 19 600 Н/мм. Это означает, что нрн приложении силы в 19 600 Н отжатие заготовки составляет 1 мм при данных условиях обработки. Так как при изменении режима резания сила резания изменяется, а жесткость сястшы.остается прежней, то меняется значение отжатия. Поэтому при определении погрешностей удобней пользоваться величиной, обратной жесткости, - податливостью (В, т. е. о = yiPy. (52) Если жесткость 19 600 Н/мм, то податливость to = 1/19 600 = 0,05102 мм/кН = = 0,05 мкм/Н. Зная значение податливости, легко найти погрешность, вызванную отжатнем. Допустим, что прн чистовом фрезеровании плоскости торцевой фрезой составляющая силы резания Ру = 500 Н, а податливость заготовки - стола - Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||