
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 Т а 6 а в ц в Х.4 Припуск на сторону прп обработке плоскостей деталей из чернгах иеталлов
Таблица Х.5 Припуск на сторону при обработке плоскостей деталей из цветных металлов я сплавов
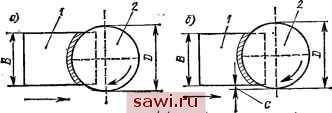 Рис. х.2. Установка торцевой фрезы относительно заготовки: а - сим-метричио (не рекомендуется): б - асимметрично (рекомендуется) торцевую фрезу, ось которой заведомо неперпендикулярна (на весьма малый угол) к поверхности стола. Зуб такой фрезы имеет широкое лезвие, ширина которого в два-трн раза больше подачи. Глубина фрезерования при этом t = 0,03-ь0,1 мм; подача So = l,5-i2,5 мм/об; скорость резания при обработке стали v = 200-ь250 м/мин. Другой метод достижения высоких параметров шероховатости плоской поверхности на заготовке из чугуна марок СЧ 21; СЧ 28 - шабрящее фрезерование. При глубине резания от 0,03 до 0,1 мм, подаче Sj = 1,5-г-2,5 мм/зуб и скорости резания V = 150-5-160 м/мин достигается = Ъ мкм, а при ti = 240-5-250 м/мин - Rz = = 5-5- 2,5 мкм. Шабрящая фреза показана на рнс. Х.З. Погрешность плоскостности возникает, если ось вращения торцевой фрезы иеперпенднкулярна к обрабатываемой поверхности нли, иначе, - к плоскости стола станка. Плоскость получается вогнутой (рис. Х.4) тем больше, чем больше угол р и чем меньше диаметр D торцевой фрезы. Вогнутость 6 определяется по формулам: fi=/itgP. (54) (55) где h - стрела сегмента, у которого дуга - часть рабочей окружности фрезы, а хорда равна В - ширине фрезерования; г - радиус торцевой фрезы; Р - угол отклонения от перпендикулярности оси вращения. Таблица Х.6 Точность получаемых размеров при фрезеровании плоскостей Номинальные размеры заготовки, мм Характер обработки фрезерованием
10 до 18 30 50 80 120 180 260 360 18 30 50 80 120 180 260 360 500 430 520 620 700 870 1000 1150 1350 1550 240 280 340 400 460 530 600 680 760 120 140 170 200 230 260 300 340 380 240 280 340 400 460 530 600 680 760 120 140 170 200 230 260 300 340 380 70 84 100 120 140 160 185 215 250 35 45 50 60 70 80 90 100 120 21 25 30 35 40 47 54 62 12 14 17 20 23 27 30 35 40 Примечания: 1. Данные относятся к случаю обработки заготовки жесткой конструкции с габаритными размерами менее Г м при базировании по чисто обработанной поверхности и использовании ее в качестве измерительной базы. 2. Точность обработки торцевыми фрезами при сопоставимых условиях выше, чем цилиндрическими (ориентировочно на один квалитет). 3. Точность обработки заготовок из чугуна, и цветных металлов несколько выше точности обработки стали. 4. Тонкое фрезерование (с малыми глубинами резания и подачами на зуб) производят только торцевыми фрезами. Точность формы и Bss,HKiiOrc расположения плоскостей при фрезеровании
Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||