
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 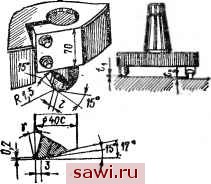 Пример 1. Определить вогнутоеть поверхности, фрезеруемой торцевой фре-ЗОЙ D = 200 мм при В = 150 мм, если отклонение от перпендикулярности оси вращения составляет угол р = 25. Зная, что г = DI2 = 100 мм, по фор. муле (54) находим Рис. Х.З. Шабрящая фреза fe = 100 - К100 - 1502/4 = 100 - - ООО -5625 = 33,8; по таблице тригонометрических функгщй находим tg 25 = 0,00727; по формуле (55) определяем 6 = 33,8-0,00727 = 0,24462 мм. Для того чтобы проверить правильность положения осн вращения (шпинделя), поступают следующим образом. На стол станка /(рис.Х.4) ставят плоскопараллельную контрольную плнту 3, затем опускают ползун (или гнльзу) шпинделя так, чтобы между плитой 3 н вершинами зубьев фрезы оставался зазор до 0,1- 0,2 мм. После этого пластинками щупа 2 измеряют фактический зазор по одному из зубьев с точностью, обеспечиваемой набором пластин (обычно это 0,02-0,03 мм). Зуб замечают и поворотом фрезы со шпинделем перемещают его на 180°. В этом месте вновь измеряют зазор между вершиной зуба и плитой. Разность замеров будет равна длине наименьшего катета прямоугольного треугольника, гипотенуза которого равна диаметру фрезы. Зная гипотенузу с и катет Ь, находим угол отклонения от перпендикулярности Р по формулам; Ыо = cos а; 90° - а = р. (56) При фрезеровании плоскости цилиндрической фрезой (набором фрез) погрешность плоскостности может быть вызвана так называемым подрезанием. Подрезание выражается появлением лунки / иа обработанной поверхности (рис. Х.5). Оно является результатом временного прекращения подачи, вследствие чего фреза некоторое время работает на одном месте заготовки. Упругие силы, действующие между фрезой и заготовкой, стремятся при этом сблизить их, что и приводит к непроизвольному появлению ( выработке ) лункн, и тем большей, чем меньше жесткость СПИД, чем больше усилие резаиня и чем дольше находится фреза на одном месте. Фрезерование прямоугольного бруска. С задачей фрезерования заготовок типа бруска (рис. Х.6) фрезеровщику приходится сталкиваться часто. Существенным Рис. х.4. Неправильная установка торцевой фрезы и контроль величины отклонения от пер-пеидикуляриости 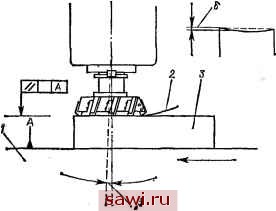 в этом случае является правильный выбор баз и последовательности обработки поверхностей. При закреплении заготовки в машинных тисках вначале должна быть обработана поверхность 1, имеющая наибольшую площадь (рис. Х.6, а). Заготовка при этом устанавливается в тисках так, чтобы противоположная еЙ поверхность 4 опиралась на направляющую поверхность тисков нли на две параллельные подкладки равной высоты. Во втором переходе (рнс. Х.6, б) заготовка устанавливается обработанной поверхностью 1 к неподвижной губке тисков и прижимается к ией либо непосред-ственно подвижной губкой, либо,как показано на рисунке, через кусок металла круглого сечения 5 в центре губок. Это исключает возможный перекос заготовки прн закреплении. В такой позиции фрезеруется поверхность 2, смежная с базовой /. Второй и третий (рис. Х.6, в) переходы обеспечивают получение прямого угла между, поверхностями 1я2и1кЗ.В последнем переходе (рнс. Х.6, г) базой служит все та же поверхность /. Брусок устанавливается поверхностью / на парные (имеющие равную высоту) параллельные подкладки и перед окончатель-
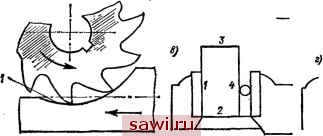 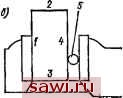
Рис. X.6-. Последовательность обработки плоскопараллельякпЕ. в взаимно перпендикулярных поверхностей бруска Рис. Х.Б. Подрезание на плоской по. верхности, вызываемое временным прекращением подачи цилиндрической фрезы ным закреплением в тисках выверяется, для чего производится контроль параллельности базовой поверхности / столу. После выверки заготовка закрепляется окончательно. Если все проведено правильно, то поверхности 1 и4 должны быть параллельны и вместе с тем перпендикулярны к поверхностям 2 п 3. Приведенная последовательность обработки бруска является рациональной как при черновой, так н прн чистовой обработке. При чистовой обработке во избежание повреждения обработанных поверхностей в процессе закрепления заготовки на губки тисков обычно надевают прокладки из листовой латуни нли меди. Фрезерование квадратов. При необходимости фрезеровать квадрат на заготовке из цилиндрического прутка (квадрат вписан в окружность) возникает вопрос: как вести настройку станка и измерение заготовки в процессе ее обработки? На рис. Х.7, а сторона квадрата обозначена S. При фрезеровании первых двух граней квадрата пользуются размером Sf, а размером S - при фрезеровании третьей н четвертой граней. Для определения S и Sf пользуются следующими формулами:- S = 0,707£); Si = 0,8540, (57) (58) где D - диаметр заготовки, мм. Фрезерование шестигранников. Прн фрезеровании шестигранников иа цилиндрической заготовке возникает надобность в вычислении ряда величин, необходимых для настройки станка и измерений. При фрезеровании первых трех граней измеряют размер St (рис. Х.7, б), а прн обработке четвертой, пятой н шестой граней - размер S. Эти размеры вычисляются по формулам: S = 0,866D; (59) Si == 0,933£>. (60) Для установки фрезы на размер нужно взять размер а а = 0,067£). (61j Отсчет размера а прн установке фрезы производится по лимбу. При поступлении ваготовки, обработанной на днаметр описанной окружности квадрата илн шестигранника, можно определить размер а (рис. Х.7) по формуле =(£)- S)/2. Фрезерование уступов. Уступы фрезеруют как на горизонтально-фрезерных, так и на вертикально-фрезерных станках. Основные схемы обработки уступов приведены в табл. Х.8. Фрезерование прямоугольных пазов. Обработка прямоугольных сквозных (на выход) пазов шириной до 16 мм с допустимыми отклонениями ширины по 10-му квали- тету осуществляется дисковыми пазовыми фрезами острозубыми и с затылованными зубьямн. Закрытые (без выхода) пазы фрезеруются концевыми фрезами. Более широкие сквозные прямоугольные пазы обрабатываются трехсторонними дисковыми фрезами. Однако фрезерование паза с допустимым отклонением ширины в пределах 9-го-10-го квалитетов за один рабочий ход требует применения мерной (в поле допуска по ширине) фрезы, что нерационально, так как первая же переточка после затупления изменит ее размер по ширине и выведет его за пределы поля допуска. Вследствие этих обстоятельств фрезерование точного паза необходимо производить за два (минимум) рабочих хода. При первом рабочем ходе обрабатывается одна сторона паза, причем так, чтобы боковая поверхность была обработана начисто в задаияом чертежом положении. При втором рабочем ходе обрабатывается оставшаяся часть паза. Установка фрезы на размер паза выполняется от уже обработанной за первый рабочий ход вертикальной (боковой) поверхности. Такой способ фрезерования дает возможность, применяя короткие пробные рабочие ходы в самом начале, установить фрезу по торцу паза с высокой степенью точности, что служит базой для высокоточного выполнения всего паза. Сохранение точной установки для всех другах заготовок данной партии деталей обеспечивается за- счет закрепления жесткого упора на поперечных направляюнхих стола станка. Следует заметить, что пробные установочные рабочие ходы позволяют автоматически учитьшать фактическое влияние торцевого биения фрезы на положение и размер паза. Закрытые прямоугольные пазы, прямолинейные и с изменяющимся направлением, фрезеруются концевымифрезами на вертикально-фрезерном станке. Если паз прямолинеен, то после установки и закрепления заготовки стол (нли фрезу) перемещают вручную таким образом, чтобы фреза в самом начале обработки врезалась на небольшую глубину - 2-3 мм. Затем, предварительно установив кулачки автоматического переключения продольной подачи с прямой на обратную, включают рабочий ход, постепенно углубляя фрезу в конце каждого двойного хода. Пазы криволинейные (рис. Х.8) фрезеруются за один рабочий ход иа полную их глубину. Соответственно этому условию назначается скорость результирующей подачи. На рнс. Х.8, б эта скорость определяется гипотенузой треугольника, где катеты-поперечная Snon и продольная Snp подачн. В местах значительных изменений 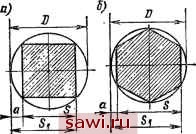 Построение квадрата и Рис. х.7, размеров при шестигранника ческой заготовки фрезеровании из цилиндри- Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||