
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 Способы настройки на заданные размеры при фрезеровании пазов и канавок Настройка по шаблонам 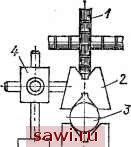 Достаточно простой н точной сказывается настройка с помощью шаблова-прнзмы 2. закрепленной на стойке 4. В этом случае установка дисковой трехсторонней фрезы / точно по осн симметрии обрабатываемой заготовки-валика 5 обеспечивается за счет соосности V-образных вырезов призмы 2 Иаетройта па йимбам подачи 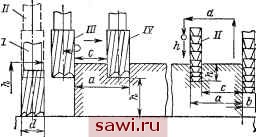 При отсутствии шаблонов приходится прибегать к универсальным способам настройки на заданный размер, основанным на точном перемещении стола по заданным координатам. Допустим, например, что в заготовке призматической формы, требуется концевой фрезой диаметром d профрезеровать прямоугольную канавку с координатами а к h (на рисунке слева). Диа. метр фрезы равен ширине канавки. Для установки иа размер h, заданный от основания заготовки? сначала поднимают консоль станка, доводя фрезу до соприкосиове ния с поверхностью стола, если заготовка непосредственно установлена иа столе, или с опорой, если заготовка устанавливается в приспособлении (поз. /). Затем опускают коисоль иа глубину /г, при этом фреза оказывается установленной по высоте (пол. ). После этого, включив вращение фрезы, перемещают стол в попе-речно.м направлении до тех пор. пока на боковой поверхности обрабатываемой заготовки не появится слабый след от вращающейся фрезы (положение /). Далее продвигают стол в продольном направлении и выводят фрезу за пределы ;1брабатывае,чой детали, после чего перемещают стол по лимбу поперечной подачи на размер второй координаты а (поз. IV). Viz рисунке справа показана установка дисковой фрезы шириной Ъ в случае, когда размер h канявки отсчнтывается от верхней поверхности заготовки. Сначала фрезу подводят к боковой поверхности заготовки (поз. /). Затем опускают стол так, чтобы фреза оказалась выше верхней поверхности заготовки, н перемещают поперечные салазки на размер а. Включив вращение фрезы и подняв стол на высоту, при которой фреза оставит легкий след па поверхности заготовки, производят дальнейший подъем стола на высоту ft (поз. ). Если вместо размера а был бы задан размер е, то горизонтальное перемещение стола в первом примере было бы равно с d,. а во втором с + Ь. Вращение фрезы при настройке станка необходимо для уменьшения погрешности установки, которая возникает прн касании фрезы заготовки ие одним, а двумя смежными зубьями Продолжение табп. Х.9 Настройка фревы при фрезеровании шпоночного пава Угольник Пластинка щупа   . Пластинка т щупа Пластинка щупа Пластинка 1 I* fyna  Для установки дисковой фрезы в диаметральной плоскости вала может быть применен описанный способ настройки по лимбам подачи. В этом случае вращающаяся фреза приводится в соприкосновение с валом (соприкосновение контролируется по меловой отметке, предварительно нанесениой на боковой поверхности вала). Затем стол опускается и смещается в поперечном направлении (с кошрролем по лимбу) на расстояние Д<= ld + В)/2. Здесь d диаметр вала* мм; В ~ ширина фрезы, мм. Более точным является способ установки дисковой фрезы с помощью угольника и штангенциркуля или микрометра. Установив угольник (поз. /). замеряют штангенциркулем расстояние Д. Это расстояние заранее подсчитывают по формуле A-=T + (d+ В)/2, где Т - ширина вертикальной полки угольника. Затем устанавли вают угольник с другой стороны вала (показан штриховыми линиями) н еще раз проверяют таким же методом размер Л. Если оба отсчета штангенциркуля сходятся, то фреза установлена точно. Установка концевой шпоночной фрезы на горизонтально- и вертикально-фрезерном станках показана на позициях и При установке на горизонтально-фрезерном станке вал подводят к неподвижной фрезе (показана штриховыми линиями) так, чтобы пластинка щупа (0,02-0,03 мм), положенная на вал, оказалась слегка зажатой. После этого стол перемещают в поперечном иаправленин и, пользуясь лимбом, поднимают на высоту Н Н = d/2 + D/2. Установим охранное оборудование. Тел. . Звоните! |