
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 Расчет начинается с определения центрального угла 8f (рис. Х.17, б), соответствующего угловому шагу зубьев с вычетом ленточки Д y = -V-- (76) Затем определяется угол я]), равный 11> = Y + Ф - , (77) Координаты хну определяются: а) при обработке стружечных канавок с углом у = О двухугловой рабочей фрезой: 1])=ф-8; (78) X = 0,5d sin If sin щкт ф; (79) у = 03d {I - sin il)/[sin (ф - фх)] [1 - cos (ф - ф,-1 sin щ/&т ф]}; (80) б) при обработке каиавок с углом у =ф О одноугловой фрезой (фх = 0): 1р = Ф + Y - ef; (81) A;=0,5dsinY; (82) у = 0,Ы (1 - sin If/sin ф -f sin Y ctg ф); (83) в) при обработке канавок с углом y = О одноугловой фрезой (ф1 = 0): г]) = ф - 8f; (84) д; = 0; у = 0,5d (1 - sin if/sin ф). (85 По формулам (78)-(85) определяются лишь расчетные координаты установки фрез. Фактические координаты хф и уф, учитывающие поправки, зависящие от радиуса г округления профиля лезвий рабочей угловой фрезы, находятся по формулам (72)-(75). Пример 4. Определить координаты установки одноугловой фрезы при фрезеровании стружечных канавок развертки di= 36 мм (диаметр заготовки d = = 37 мм), г= 10, у= О, угол профиля канавки ф= 70°, ленточка /=1,4 мм, радиус закругления профиля канавки г = 1 мм. Центральный угол, соответствующий дуге канавки (за вычетом ленточки), рассчитывается по формуле (76): 3,14-37/10- 1,4 360° е =----3=31 6. По формуле (84) = 70° - 31° 6 = 38° 54, Согласно формулам (84) и (85): хО; у= (37/2) (1 - sin 38° 547sin 70°) = 8,54 8,6 мм. По формулам (74) и (75): Дх = 1 мм и Д/ = 0,4 мм. Координаты установки фрезы определяем по формулам (72) и (73): жф = О -f 1 = 1 мм; ф = 8,6 - 0,4 = 8,2 мм. Фрезерование косых пазов. Пазы, расположенные под некоторым углом к оси детали ( косые пазы ), фрезеруют дисковыми фрезами при установке заготовки в делительной головке под тем же углом к направлению продольной подачи стола. В ряде случаев никаких дополнительных указаний по настройке станка не требуется. Если косые пазы прорезаются в корпусах фрез, то возникает необходимость в дополнительном условии. При фрезеровании косого паза в корпусе под нож (зуб) фрезы необходимо обеспечить таксе положение этого ножа, при котором бал бы получен заданный передний угол у. Этот угол в каком-то произвольном сечении зуба фрезы (например, / / на рис. Х.18, б) определяется в общем виде из выражения sin у - х/Яф, (86) где X - смещение паза от вертикальной оси корпуса фрезы; /?ф - радиус фрезы. Как видно из рис. Х.18, б, смещение д: изменяется от минимума ягу! до максимума Хга; в среднем сечении - смещение равно х . При фрезеровании пазов в корпусах фрез обычно задается Хо, а для установки требуется знать либо х, либо х-  Рис. х.18. Геометрическое построение при определении координат установки фрез для обработки косых пазов Если заданный передний угол в среднем сечении - обозначить у, то согласно формуле (86) Хо = Яф sin Yo. а смещения в крайних точках % можно найти, зная хо и а,: Хт= ха±. От- Из рис. Х,18, б видно, что От = 0,5L tg m, тогда Хт= Яф sin Vo ± 0,5L tg ш. (87) В тех случаях, когда задан не угол у, а передний угол в нормальном сечении у (в сечении N-N), требуется пересчитать по формуле tg Yh = tg Vo cos ©. (88> Подставляя последнее выражение в формулу (87), после преобразования полуням (cosm/tgVH)* + 1 . ± 0,5L tg ш. (89) Здесь знак + берется в случае, когда угол m откладывается от оси фрезы в на. правлении часовой стрелки, а знак - против часовой стрелки. Вертикальная координата установки дисковой фрезы ут определяется fcM рис. Х.18, а и б) по формуле * * Ут = Кк~Ег, (90) где Rk - радиус корпуса фрезы; Ет - расстояние от оси до дна паза в корпусе. Для выбора диаметра фрезы нужно знать глубину паза Tj- (рис. Х.18, а) Tj. = Rk cos ег~£т- (91) Угол е,. определяется из проекции на торцевую плоскость sin Er = Xt/Rk- (92) Диаметр фрезы D можно рассчитать по формуле D2Tr + do + (4~ 5), (93) где do- диаметр фрезерной оправки, мм. Пример 5. Определить данные, необходимые для настройки станка при фрезеровании пазов в корпусе фрезы радиусом Rф = 60 мм, /?к = 50 мм, и = 4-10°, I = 60 мм, уо = 8°, Ег = 24 мм. По формуле (87) хт = 60 sin 8° + 0,5-60 tg 10° = 13,6 мм. По формуле (90) й- = 50 - 24 = 26 мм. По формуле (92) sin Еу = 13,6/50 = 0,27200, откуда по таблицам тригонометрических величин е,. = 15° 47. По формуле (91) Тг = 50 cos 15°47 - 24 = 50-0,96230 - 24 24 мм. При do = 22 мм по формуле (93) £ >2-24 + 22 + 4 = 74 мм. Принимаем D = 80 мм. Фрезерование клиновидных пазов. При изготовлении корпусов фрез, в частности сборных торцевых фрез, возникает необходимость фрезерования клиновидных пазов. Эта работа обычно выполняется на универсальной делительной головке, шпиндель которой может быть повернут на угол до 0° ниже горизонтальной оси и до 10° за вертикальную ось. На рис. X. 19 показана наладка, к которой прибегают при фрезеровании дисковой фрезой клиновидного паза в корпусе торцевой фрезерной головки 5. Деталь в этом случае установлена на шпинделе делительной головки 1, повернутом вокруг вертикальной оси на некоторый угол 6, равный углу уклона скошенной стенки паза (рис. Х.20). Делительная головка закрепляется болтами на поворотной плите 2, которая может быть повернута вокруг оси /-/ пальца 4 плиты 3, жестко закрепленной на столе. Положение оси /-I по отношению к делительной головке / регулируется путем смещения головки по пазам плиты 2. Фрезерование клинового паза производится в два перехода дисковой трехсторонней фрезой шириной Ь (рис. Х.20). 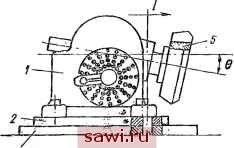 Рис. Х.19. Наладка универсальной делительной головкн при фрезеровании клиновидного паза Установим охранное оборудование. Тел. . Звоните! |