
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95
2. По формуле (35) определяем число оборотов рукоятки при простом делении 4 Выбираем делительный круг с 33 отверстиями. Поворот рукоятки осуществляется на 13 полных оборотов и на 11 промежутков (шагов) между отверстиями делительного крзта. 3. Для определения угла поворота стола найдем угол подъема винтовой канавки червяка по формуле (98) ig%= 10-3/100= 0,3, откуда угол поворота стола Я = 16° 42. Фрезерование червячных колес. На универсально-фрезерных станках возможно фрезерование червячных колес дисковыми модульными фрезами с использованием делительной головки для выполнения деления на число зубьев (см, гл. IX). В этом случае фрезерование осуществляется с радиальной подачей. При радиальной подаче возникают, однако, подрезания б, вершин зубьев (рис, Х1,6) которые возрастают с увеличением угла подъема винтовой линии витков червяка н отклонения диаметра модульной фрезы в сторону увеличения от диаметра червяка данной червячной пары. По этим обстоятельствам не рекомендуется прибегать к такому способу обработки червячных колес с углом подъема более 6-8°, Для выбора модульных дисковых фрез используются их наборы (табл, XI.3). Таблица XI.2 Данные для подбора сменных колес прн фрезеровании червяков (архимедовых) Отношение чисел Погрешность, мм Отношение чисел Погрешность, мм 5-71 113 13.S9 4-30 8-97 13-19 25-47 22-17 3,141529 3,-141667 3,-141700 3.1417И 0.0000 0,00075 0,000108 0,000119 19-21 127 32-27 25-11 = 3,141732 = 3,141818 Зг 142857 0,000140 0.000226 0,001265 Подрезание 6; образуется в коице правой винтовой поверхности, а Сц = в начале левой, если червяк имеет правое направление вубьев. Наборы дисковых модульных фрез
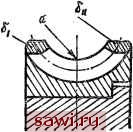 Рис. Х1,е. Подрезание зубьев червяч ного колеса с углом подъема более 6.8° при радиальной подаче Следует заметить, что дисковой модульной фрезой производят лишь предварительное нарезание. Для окончательного нарезания зубьев червячных колес на фрезерных станках используются спещшльные червячные фрезы. Размеры и параметры таких фрез должны полностью совпадать со всеми размерами и параметрами червяка, зацепляющегося с данным червячным колесом. Однако и в этом случае такой способ не дает хороших результатов - отличается низкой производительностью. К нему прибегают лишь в случае отсутствия спещ1альных зуборезных станков. Для предварительного нарезания червячного колеса модульную фрезу с диаметром, близким (несколько меньшим) или равным диаметру цилиндра выступов червяка, устанавливают на оправке в шпиндель станка таким образом, чтобы она находилась примерно на середине стола станка в его среднем положении на поперечных направляющих. В свою очередь, червячное колесо закрепляется на оправке или в само-центрир5ющем патроне на шпинделе УДГ, а стол станка поворачивается на угол X подъема винтовой линии червяка. Затем путем установочных продольных, поперечных и вертикальных перемещений стола червячное колесо ставится в такое положение, при котором ось фрезы пересекла бы ось червячного колеса в плоскости его симметрии, а фреза вершиной своего самого нижнего зуба касалась точки а (рис, XI.6). Далее включают вращение шпинделя станка и вертикальную рабочую подачу. Глубину фрезерования - длину вертикального рабочего хода - назначают исходя из расстояния между осями червяка и червячного колеса в состоянии щ зацепления, оставляя по этому размеру некоторый припуск (0,3-0,4 мм) на окончательную обработку. Это расстояние определяется по формуле йш = (д + ад/2, (101) rpfiDf - диаметр начальной окружности червячного колеса. Окончательная обработка червячного колеса производится с помощью специальной червячной фрезы. Стол станка возвращается в свое нормальное положение, а оправка с заготовкой червячного колеса устанавливается на центрах УДГ и ее задней бабки, не закрепляясь. Зубья фрезы при неподвижном шпинделе вводятся во впадины предварительно обработанных зубьев колеса, после чего включают вращение шпинделя на одной из низких частот вращения. Убедившись в удовлетворительном зацеплении заготовки с фрезой и равномерном вращении заготовки, увеличивают частоту вращения шпинделя станка до обеспечивающей рабочую скорость резания. Затем осуществляют вручную вертикальную подачу, продолжаемую до удаления оставленного припуска, т. е. до достижения расчетного значения а. Завершив подачу, выполняют некоторую паузу в подаче - производят работу без подачи. За время этой паузы устраняются отклонения обработки, вызванные упругими отжа-тиями. При таком способе обработки можно достичь удовлетворительных результатов. К1.г. Ф{езерованне шлнцевых валов, кулачковых н губчатых муфт Фрезерование шлицевых валов. Наиболее производительным способом обработки шяицевых валов является фрезерование их методом обкатки червячной фрезой с зубьями специального профиля. Выполнение этой операции ведется на специальных шлицефрезерных полуавтоматах илн зубофрезерных станках, которые должны иметь возможность вести обработку с отношением частоты вращения заготовки к частоте вращения фрезы 1 : 6 (для шестишлицевых валов), притом частота вращения фрезы соответствует требуемой скорости резания. Однако в мелкосернйиом и единичном производствах, особенно при ремонтных работах, часто возникает необходимость осуществить обработку различных шлицевых валов на горизонтально-фрезерных станках. Заготовка при этом устанавливается между центрами УДГ и ее задней бабки. С помощью головки производится деление на шесть или восемь частей в соответствии с ГИПО.М шлицевого вала. Многошлицевое соединение на валу имеет посадочный диаметр D (ркс. xi.7, а), который должен находиться в поле допуска h6 или h8; шпоночные выступы делаются в иоле допуска g6 или е8, угол а тоже закрывается допуском. Поверхности, определяющие вьшолнение этих требований, должны обрабатываться с особой тщательностью. В первом переходе фрезерование может вестись набором из двусторонних дисковых фрез 1 (рис. XI.7, б). Здесь окончательной обработке подвергаются выступы по размеру Шн определяются углы между ними. Установка фрез набора на размер Ш должна контролвроваться с учетом торцевого биения, тогда как их наружные диаметры могут отклоняться друг от друга на 0,25-0,3 мм. Во втором переходе (рис. XI.7, е) дисковой фасонной (под радизС Д/2) частозубон фрезой 2 обрабатываются начисто посадочные поверхности на размер диаметра/). Чтобы не допустить смещения их относительно оси вала (радиальное биенне), снятие всего диаметрального припуска с достижением размера в пределах поля допуска производится с одновременной вертикальной ручной подачей (по лимбу или индикаторному упору) на все шесть в рассматриваемом случае ш.чицев. Если фрезерование шлицев ведется с припуском под последующее их шлифование иа специальном шлнцешлифовальном станке, то во втором переходе применяется дисковая фреза 2 со специальным профилем зубьев, которая одновременно с обработкой под шлифование поверхностей диаметром D образует канавки, предназначенные для выхода шлифовального круга. Эту же обработку можно осуществить и за один переход с помощью фасонной фрезы 3 (рис. xi.7, ё), но только под последующее шлифование, так как выполнить в этом случае технические условия на окончательную обработку практически становится невозможным. Фрезерование кулачковых муфт. На рис. xi.8, а, б изображены муфты, созди-ня.сщиеся впадинами и выступами прямоугольной и трапецеидальной форм на торцах. Такие муфты прннато называть кулачковыми. Рабочие поверхности выступов и впадин (кулачков) расположены в.дй-зметральных плоскостях. Кулачковые муфты прямоугольного профиля обрабатываются со стороны рабочего торца концевыми или дисковыми трехсторонними фрезами. Заготовка полу-м уфты 1 закрепляется в трехкулачковом патроне иа шпинделе УДГ илн насаживается на консольную оправку, конический хвостовик которой входит в конусное гнездо шпинделя. Оси шпинделя УДГ придается фиксированное вертикальное положение. Диаметр концевой фрезы или ширина дисковой трехсторонней фрезы должны быть равными наименьшей ширине впадины. Чтобы рабочие поверхности расположились в диаметральных плоскостях, образующий цилпндр концевой фрезы или торцевая поверхность дисковой фрезы, которая обращена к рабочей поверхности, должны занять положение строго по центру заготовки. На рис. xi.9, й показан способ такой установки концевой фрезы 1 по вершине конуса центра 3 в шпинделе УДГ, а на рис. xi.9, б - установки дисковой фрезы 2также по вершине центра 3. Однако такой способ не гарантирует точного совмещения с центром заготовки. Для достижения более высокой степени точности применяется так называемый габарит 1 (рис. xi.9, е), вставленный в коническое отверстие шпинделя. Положение ф в диаметральной t Полумуфтой называется та илн другая половинка муфты, состоящей из двух частбй. Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||