
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95   Рис. XI.7. Фрезерование шлицевых валов 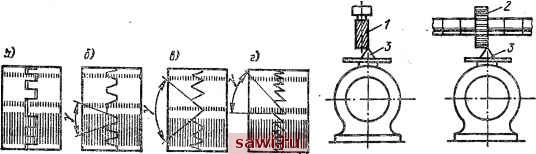 Рис. XI.8. Формы кулачковых прямоугольных (о), трапецеидальных (б) и аубчатых остроконечных равносторонних (е), упорных (а) муфт 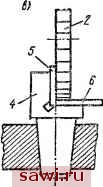 Рие. XI.9. Установка фрез в диаметральной плоскости кулачковых муфт плоскости определяется беззазорным контактом мерного щупа 5 с поверхностью габарита 4 и фрезы 2. Глубину фрезерования можно установить по этому же габариту с помощью щупа 6. После установки фрезы центр или габарит удаляется, освобождая место для патрона и заготовки. На рис. XI. 10 приведены схемы фрезерования кулачковых муфт как прямоугольного, так н трапецеидального профиля; стрелками показаны направления подачн; цифрами обозначен порядок выполнения переходов. Ширина и длина обрабатываемых за каждый переход поверхностей показаны соответствующими параллельными линиями. Из рис. XI. 10, а видно, что впадины фрезеруют дисковой нли концевой фрезой, у которых ширина или диаметр не превышают наименьшей ширины а впадины. За каждый рабочий ход (/, 2 и 3) обрабатьшается одна сторона каждой из двух противоположных впадин. Число рабочих ходов фрезы и соответственно поворотов муфты равно числу выступов (или впадин). Таким образом, треккулачковую му(1яу фрезеруют за трн рабочих хода, пятикулачковую - за пять рабочих ходов и т. д. При обработке муфт с четным числом выступов сквозной рабочий ход фрезы невозможен, и впаднны фре- зеруют только с одной стороны дисковой (или торцевой) фрезой, имеющей ширину (или диаметр), также не превышающую ширину впадины й, (рис. XI. 10, б). Из этой схемы видно, что в данном случае за каждый рабочий ход фрезы обрабатывается только одна сторона каждой впадины. Таким образом оказывается, что число рабочих ходов фрезы и число поворотов шпинделя делительной головки вдвое больше числа кулачков муфтьь Обработка муфты производится в две позиции. Переход ко второй позиции осуществляется поперечным перемещением стола. В первой позиции фреза работает правой стороной (проходы 1, 2, 3 я 4); во второй - левой стороной (проходы 5, 6,7 я 8). Приведенные схемы справедливы только в тех случаях, когда диаметр отверстия d и наружный диаметр D муфты связаны соотношением d > 0,57С. (102) Во всех других случаях после фрезерования впадины в ннх останутся необработанными участки а, 6, с (рис. XI. 10, в) и для их удаления, как при фрезеровании муфт с нечетным, так н с четным числом кулачков, потребуется дополнительный проход фрезы. Кулачковые муфты с трапецеидальными зубьями (см. рис. XI.8, б) обычно имеют нечетное число кулачков и угол наклона боковой стороны профиля к оси а = 8°. Кулачки этих муфт фрезеруют фасонными фрезами, профиль которых выполнен по профилю впадины муфты. Установка фрезы и схемы фрезерования в этом случае совпадают с установкой и схемами обработки кулачковых муфт с прямоугольными зубьями. Фрезерование зубчатых муфт. Зубчатые муфты выполняются с остроконечными равносторонними зубьями (см. рис. XI.8, в) и с упорньми зубьямн (рис. XI.8, г). При фрезеровании этих муфт фреза должна быть установлена товдо по оси симметрии (по центру) заготовки. Зубчатые муфты с остроконечными равносторонними зубьями фрезеруются двух-угловыми фрезами с углом при вершине е = 6 (рис. XI.И). Если фрезеровать такую муфту при вертикальном расположении шпинделя делительной головки, то зубья 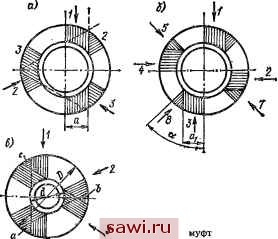 Рис. XI. 10. Фрезерование кулачковых полумуфт будут соприкасаться друг с другом лишь по части их поверхности, главным образом у нарзжной окружности муфты, и иметь зазоры на стороне зубьев, обращенной ближе к ее центру. Чтобы обеспечить равномерное соприкосновение зубьев полумуфт в сборе, шпиндель делительной головки нужно установить не вертикально, а под некоторым углом наклона. На правильно фрезерованной полумуфте контакт ее с другой полумуфтой будет проходить по боковой поверхности зубьев. На рис. XI. 11 изображена схема установки фрезы относительно обрабатываемой заготовки при фрезеровании зубьев. Как видно, шпиндель делительной головки в этом случае располагается под углом 6 Ф 90° так, что дно впадины зуба муфты оказывается параллельным плоскости стола станка. Угол наклона шпинделя делительной головки определяется из выражения cos е = ctg (е/2) tg (180°/г), (103) где 0 - угол наклона шпинделя делительной головки, ...°; г - число зубьев муфты; g - угол между сторонами профиля зубьев, ...°. В частном случае при е = 90° cos е = tg (180°/г). (104) В табл. XI.4 приводятся значения углов наклона шпинделя делительной головки для часто встречающихся в практике значений е и г муфты. Зубчатые муфты с упорными зубьями (см. рис. XI.8, а) фрезеруются одиоугловыми фрезами (см. на рис. XI.И справа). Схема установки заготовки относительно фрезы полностью тождественна предыдущей. Угол наклона шпинделя УДГ определяется нз выражения cos О = ctg е tg (360°/г). (105) В табл. XI.5 приводятся значения углов наклона шпинделя УДГ для часто встречающихся в практике значений е и г муфты. Таблица Углы (в, ...°} наклона шпинделя делительной головки при фрезеровании зубчатых муфт с остроконечными равносторонними зубьями  Рис. XI.И. Установка фрезы при фрезерованип зубчатых муфт XI.4
Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||