
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 Углы (0, ,.. ) наклона шпинделя УДГ при фрезеровакип зубчатых муфт с пилообразными зубьями
ХИ.З. фрезерование плоских криволинейкыж контуров и :;улгчков Ёграбанного типа Плоские криволинейные контуры часто применяются в машиностроении в качестве рабочих поверхностен различных деталей. Примером могут служить дисковые кулачки токарных и токарно-револьверных автоматов и полуавтоматов. Криволинейные поверхности на заготовках этих нзделнй выполняются на фрезерных станках методами копирования, специально настраиваемых кинематических цепей и при помощи числового программного управления. Фрезерование кулачков с рабочим профилем по архимедовой спирали. На рнс. XI. 12, а сплошной линией показан дисковый кулачок, рабочий профиль которого представляет собой один полный виток архимедовой спнралн. В данном случае участок 1-2 определяет шаг спирали Н, соответствующий полной окружности. На рис. XI. 12, б показан другой дисковый кулачок, рабочая часть профиля которого образована двумя спиралями. Спираль 1~-2 охватывается центральным углом 9i, а спираль 3-4 - центральным углом ф;!. Участки профиля 1-4 и 2-3 выполняются по кривым линиям, специально построенным для подъемов и спадов кулачков. Расстояния hi н Аа, характеризующие участки спиралей, называются подъемами спиралей, соответствующими центральным углам и фг- Если известен подъем спирали h и соответствующий ему центральный угол ф, то шаг спнралн Н (мм), отнесенный к полной окружности, можно определить нз формулы Н = 360°Л/ф. (106) Очень часто центральный угол, охватывающий спиральный участок, выражают не в rpa)iycax, а в сотых долях полной окружности, т. е. при построении профиля кулачка из его центра проводят не 360 (360°), а 100 лучей. Тогда формула (106) принимает вид Н = ЛЮО/п, (107) где h - подъем спирали на участке, содержащем п лучей (или сотых долей полной окружности); п- число лучей (сотых долей окружности), занимаемых кривой При отсутствии специального высокопроизводительного оборудования кулачки подобные изображенным на рис. XI. 12, можно фрезеровать на консольном фрезерном станке с помощью УДГ. Фрезерование производится при вертикальном илп наклонном распачоженпи шпинделя делительной головки концевыми фрезами, установленными (в большинстве случаев) в поворотной шпиндельной головке шпрокоунивер-сального фрезерного станка. На рис. XI. 13 показаны два случая фрезерования кулачка, заготовка которого закреплена в шпинделе УДГ 4. Концевая фреза 2 закреплена либо непосредственно Б шпинделе вертикально-фрезерного станка (рнс. XI. 13, а), либо в шпинделе поворотной фрезерной головки, установленной на горизонтально-фрезерном станке (рис. XI. 13, 6). Вращение шпинделю делительной головки передается через гитару сменных, шестерён Zy-Zi от ходового винта 1. Кинематическая цепь, связывающая станок с заготовкой 5, обеспечивает передачу последней сложного движения, в результате которого фреза воспроизводит на детали кривую. Расчетная формула настройки делительной головки определяется из условия кинематического баланса, т. е. одному полному обороту шпинделя головки должно Соответствовать перемещение стола станка, равное шагу архимедовой спирали Н. При вертикальном положении шпинделя делительной головки настройка гитары сменных шестерен, обеспечивающая выполнение этого условия, выражается формулой 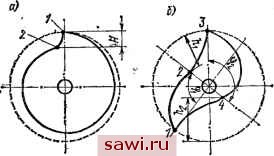 Дисковые Рис. XI.12. кулачки с профилями спиралям по архимедовым см = АШ. (108) Еми данная спираль задана не шагом , а подъемом h на некотором участке, то для определения /см по формуле (108) необходимо предварительно определить Н из формулы (106) или (107). При малых значениях Н ведущие сменные шестерни и гд получаются настолько большими, что передача врагцения от виита стола к шпинделю делительной головки становится невозможной. Поэтому кулачки с такими сппраля?,ш обрабатываются Лодача стола --  Рис. XI. 3. Фрезероневве дисковых кулачков в делительяых головка с наклонным расположением шпинделя (рис. XI. 13, б). В этом случае передаточное отношение сменных шестерен определяется по формуле /см = А sin е /. (109) Нередко прибегают к такому практическому приему. При необходимости обработки плоского кулачка со сравнительно малым значением шага Н устанавливают сменные зубчатые колеса для фрезерования спиральной канавки с некоторым произвольным шагом Я, шпиндель делительной головкн и фрезу располагают по отношению к направлению продольной подачи под углом 6, значение которого рассчитывается по формуле sine = Н/Н. (110) Такой прием оказывается удобным в связи с тем, что, установив сменные зубчатые шестерни для фрезерования спнралн с произвольным шагом Я, можно обработать весь кулачок, не меняя шестерен гитары, а лишь изменяя положения шпинделя делительной головки и фрезы при переходе от одного участка кулачка к другому. Если участок спиральной поверхности на кулачке задан подъемом h, то углы наклона шпинделя головки и фрезы определяются: 1) для случая, когда спиральный участок выражен центральным углом, sin е = 360°/г/(фЯ); (111) 2) для случая, когда этот участок спиральной поверхности выражен в сотых долях полной окружности, sin е = 100Л/(пЯ). (112) На рис. XI. 13, б фреза 2 неслучайно расположена снизу от кулачка 3. Такое ее расположение обеспечивает лучший отвод стружки и более низкую шероховатость обработанной поверхности. Для выбора режущей части фрезы необходимо руководствоваться следующим: по мере углубления фрезы в металл она снимает стружку все новыми участками лезвий по их длине, поэтому длина режущей части фрезы дол}кна быть больше толщины кулачка, т. е. L= a + ftsinB-f 10, (113) где а - толщина кулачка, мм; 10 - запас, учитывающий возможные погрешности установки фрезы, мм. В целях ускорения обработки кулачков обычно прибегают к разметке контура под предварительное фрезерование, ориентируясь по которой, затем удаляют избыточный объем металла, образованный круглой формой обточенной заготовки. Пример 3. Настроить станок для фрезерования архимедовой спирали на кулачке (толщиной 10 мм) с подъемом спирали Л = 32 мм на участке, соответствующем центральному углу ф = 200°. Характеристика станка А - 240. 1. По формуле (106) Н= 360-32/200 = 57,6 мм. 2. Произвольно принимаем шаг спирали Н = 60 мм и для фрезерования уста-навлппаем сменные шестерни, рассчитьшая их по формуле ( 08): (см = AIH = 240/60 = 100/40-80/50. 3. По формуле (111) находим угол наклона шпинделя делительной головки и фрезы sin е = 360-32/(200-60) 0,96, откуда по таблице тригонометрических функций находим угол 6 = 74 . 4. Определяем длину режущей части фрезы по формуле (ИЗ) L = 10 -1- 32-0,96 10 51 мм. Пример 4. Настроить станок (характеристика А = 240) для фрезерования еамкнутого криволинейного паза прямоугольного сечения на торце диска (рис. XI. 14). Как видно из чертежа, паз кулачка состоит из двух архимедовых спиралей, сопряженных с другими кривыми. Спираль К имеет подъем h = 63,42 мм в пределах цент- Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||