
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 рального угла p= 169° 12; вторая спираль /И имеет подъем h - 62,21 мы при угле с(,= 104° 24. 1. При обработке паза закрепим загсговку кулачка иа оправке в шпинделе делительной головки, а в шпинделе накладной фрезерной голоски закрепляется концевая фреза Ф диаметром, равным ширине паза. Шпиндель головки и концевая фреза располагаются вертикально \см. рис. XI. 13, а). 2. По формуле (106) определяем шаги спиралей: иа участке К Н= 360°-63,42/169° 12 = 135,04 мм; иа участке М Н= 360°-62,21/104° 24 = 214,76 мм. 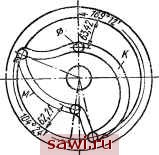 Рис. XI.И. Кулачок с замкнутым контуром торце диска 3. По формуле (108) определяем передаточное отношение сменных шестерен: для спирали К 240 80 8.10 80 100 135,04 45 90 50 для спирали М (ом = 240/214,76 = 50/56 = 25/28. При отсутствии в наборе шестерни с z = 28 потребуется ее изготовить. В целях упрощения расчетов при настройке станка для обработки кулачков с профилем по архимедовой спирали в табл. Х1<6 приведены значения углов наклона шпинделя делительной головки 6 и обозначения набора сменных шестерен. В табл. XI.7 даны значения чисел зубьев шестерен, соответствующих обозначению набора, указанного в табл. XI.6. Для настройки станка необходимо: а) определить значение шага Н по формуле (106) или (107); б) значение угла в по табл. XI.6; в) значения чисел зубьев сменных шестерен по табл. XI.6 и XI.7; г) повернуть шпиндель делительной головки на [угол е (см. рис. XI, 13); д) соединить винт продольной подачи с набором сменных шестерен, установленных на гитаре УДГ. Фрезерование кулачков с произвольным профилем. В машиностроении встрет чаются также кулачки с произвольным профилем, очерченным не по архимедовой спирали. Для обработки таких кулачков требуется определенным образом подготовить чертеж: из центра О кулачка (рис. XI. 15) нужно провести ряд равномерно расположенных лучей , после чего подсчитать расстояние от центра О до пересечения их с криволинейной траекторией центра ролика, который работает с этим кулачком. Обычно эти данные приводятся на чертеже кулачка. В процессе настройки станка полукруглую фасонную фрезу, имеющую радиус вакруглення, равный радиусу рабочего ролика, располагают так, чтобы её ось сим; метрии проходила через ось оправки. Кулачок устанашшвают на центровой оправке между центрами УДГ и ее задней бабки. При настройке инструмента на размер расстояние от плоскости стола до образующей фрезы рассчитывается по формуле H=R + h, (114) где Н - искомая высота установки фрезы над столом станка; R - расстояние от центра кулачка до точки а, расположенной в плоскости симметрии фрезы и лежащей на траекторий 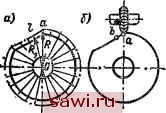 Рис. XI.15. фрезерование дисковых кулачков Р произвольным профилем: а - 1ичные лучи с точками на кон-i; б - установка кулачка по точ-в в плоскости симметрии фрезы В зависимости от размеров кулачка и сложности его профиля число лучей бывает равным 100. 200, 360 н более. -
Значение угла <в, и номер (обозначеиие) набора сменных шестерен, необходимых для настройки станка с характеристикой А = 240 при фрезеровании кулачков, профиль которых очерчен по архимедовой спирали
Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||