
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95
центра рабочего ролика, мм; h - высота центров УДГ и ее задней бабки над столом, мм. После установки фрезы на размер {на глубину фрезерования) в заготовке про-фрезеровывается канавка полукруглого профиля (рис. XL 15, б). Крайняя точка на глубине этой канавки будет тождественна точке а, лея-ащей на траектории центра рабочего ролика. Возвратив стол станка в исходное положение, поднимают (или опускают) его на величину Hi = R - Ri, где R к R - соответственно расстояния от центра О кулачка до точек а к Ь, расположенных рядом. Отсчет подъёма стола производится по лимбу вертикальной подачи. После поворота заготовки в такое положение, чтобы в плоскости симметрии фрезы оказалась точка Ь [для этого заготовку нужно повернуть на 1/п-ю оборота, где п - число размеченных на ней лучей] фрезеруют следующую канавку и т. д. Окончательную обработку контура кулачка производят комбинированием двух подач - продольной и поперечной, осуществляемых вручную при вертикальном положении оси заготовки, установленной на вертикально-фрезерном станке. Возможна Таблица XI.7 Значения чисел зубьев сменных шестерен, соответствующих номеру (обозначению) набора сменных шестерен по табл. XI.6 Шаг спиральной канавки Н *, мм (см, рис. XI.14) lis ail Числа зубьев сменных шестерен (см. рнс. XI. 13) Шаг спиральной канавки Н *, мм (см. рис. XI.14) Числа зубьев сменных шестерен (см, рис. XI. 13) I II 100 100 100 25 30 40 80 90 80 25 50 50 18,75 40,00 60,00 IV V VI 100 100 90 50 60 70 79,20 100,80 121,91 * По формуле (106). 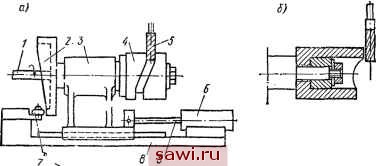 Рис. XI. 16. Установка в УДГ кулачков барабанного типа: а - о замкнутым пазом; б -> с рабочим профилем па торце такая обработка комбинированием продольной и круговой подач при установке заготовки на круглом поворотном накладном столе. Точность обработки тем выше, чем большее число лучей было размечено, т. е. чем чаще расположены профрезерованные канавки. Фрезерование кулачков барабанного типа. В таких кулачках крнволинейнью поверхности образовываются прямоугольной формы канавкой, расположенной на наружном цилиндре и имеющей замкнутый контур, или же криволинейным торцом цилиндра. Обработка этих поверхностей обычно выполняется концевой фрезой на вертикально-фрезерном станке при горизонтальной{ пбжении оси заготовки; реже - на горизонтально-фрезерном станке. На рис. XI. 16, а изображена схема установки, используемой в случае фрезерования замкнутого паза на вертикально-фрезерном станке. Здесь в стойке 5 помещается шпиндель / приспособления, которому сообщается непрерывное вращение через гитару сменных колес от привода продольной подачи станка. На левом конце шпинделя жестко насажен торцевой копир 2, а на правом конце - консольная оправка, на которой закреплена обрабатываемая заготовка 4. Ролик 7, вращающийся на оси в кронштейне, связанном с плитой 8, находится в силовом контакте с копиром 2, и при его вращении заставляет стойку 3 перемещаться вдоль оси шпинделя по направляющим на плите 8. Непрерывный силовой контакт ролика с копиром обеспечивается за счет постоянного давления пневмоцилиидра 6 через шток 9, который жестко соединен с основанием стойки 3. Плита ё приспособления неподвижно закреплена на столе. При перемещении стойки с заготовкой и одновременном вращении последней концевая фреза 5 фрезерует канавку заданного контура. Следует заметить, что вследствие непрерывного с одной частотой вращения заготовки при контурах канавок, имеющих относительно резкие изменения в своих направлениях, в них возникнут так называемые подрезки (см. Х.2). Чтобы этих искажений не произошло, в копир должны быть введены предыскажения , т. е. такие заведомые отклонения контура, которые в местах изменений нхфавлений паза компенсировали бы отжатие инструмента. В случае фрезерования криволинейной поверхности на торце кулачка в схему рис, XI. 16, а ]вносятся изменения в закрепление заготовки, как это показано на рис. XI. 16, б. Фрезерование плоских криволинейных контуров по копиру. Фрезерование таких поверхностей по копиру осуществляется концевой фрезой, установленной в шпинделе 3 вертнкальнО-фрезерного станка. На рис. XI. 17 а показана схема обработки нарул!-ного криволинйного контура заготовки по накладному копиру. Здесь накладной копир 2 представляет собой диск, профиль которого совпадает с профилем подлежащей обработке заготовки 1. Копир, управляющий необходимым движением заготовки относительно фрезы, накладывается на заготовку и закрепляется на оправке вместе с ней. Оправка устанавливается в центральном отверстии вращающегося круглого стола 6. Обработка производится хвостовой фрезой 5, на которой выше режущей части свободно насажен каленый шлифованый ролик 4, йаружный диаметр которого равен диаметру фрезы. Процесс фрезероаания ведется с двумя ручными подачами (круговой и продольной), которые координируются таким образом, что ролшс 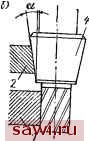 Рис. XI.17. Схема обработки криволииейиого контура по накладному копиру; о - с цилиндрическим роликом; б - с ионическим роликом все время обкатывается по копиру; при этом фреза воспроизводит профиль копира. Чтобы не было искажения профиля, после каждой переточки фрезы ролик следует прошлифовьтвать на тот же размер, иа который скажется заточенной фреза. Иногда компенсацию потери размера фрезы при переточках осуществляют иначе. Ролик выполняют коническим (рис, XI. 17, б), а копир - с соответсгвующим скосом, В этом случае, если фреза после переточки окажется на Ad мм меньше, ее поднимают на величину Л = 0,5Adctga, (115) где а-угол скоса кромки копира (рекомендуется принимать а- 10-ь 15°). На рис. XI. 18 показан более рациональный способ обработки криволинейной поверхности с помощью копировального приспособления. На столе станка закреплены базовая плита ]0 приспособления и отдельно от нее - кронштейн 5, несущий копириый ролик 4. По плите 10 свободно перемещается каретка 1, к которой прикреплен груз 6, стремящийся сдвинуть ее в сторону кронштейна 5. При этом копир 3 оказывается все время прижатым к ролику 4. Заготовке 2 вместе с копиром 3 сообщается медленное вращение с помощью рукоятки 8 и червячной передачи 7 я 9. Обкатываясь по неподвижному ролику 4, копир 3 воздействует на каретку 1, заставляя ее перемещаться по своим направляющим. Сочетание поступательного движения копира и заготовки с вращательным движением, определяемое контуром копира, и дает возможность при фрезеровании получить заданный профиль изделия 2. На рис. XI. 19 изображены схемы, иллюстрирующие расположение фрезы 1 и ролика (пальца) 4 при фрезеровании наружных н внутренних криволинейных ксн туров заготовки 2, закрепленной на одной оправке с копиром 3. Эти схемы дают возможность рассчитать размеры копира. Для уменьшения габаритных размеров копировального устройства следует выбирать межосевое расстояние М возможно меньшим. Диаметр ролика принимается, как правило, равным 20-30 мм. Радиусы копира прн обработке наружных и внутренних криволинейных поверхностей прн одностороннем расположении ролика (пальца) и фрезы (рис. XI. 19, а и б) определяются по формуле Х(С-йрол), (116) где Як и Яизл - радиусы копира и изделия, мм. Здесь знак берется при фрезеровании наружных, а знак*- при фрезеровании внутренних криволинейных поверхностей. 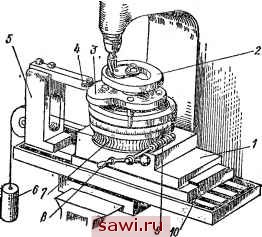 Рис. XI.18. Схема обработки криволинейного контура с мехаии-вацией перемещений на размер радиуса (по лучу) Установим охранное оборудование. Тел. . Звоните! |