
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 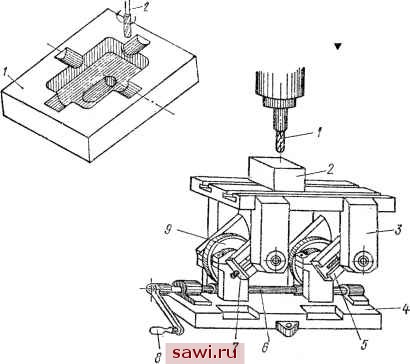 Рис. XI.22. Изделие со сложной поверхностью, образованной дугами окружностей разных радиусов По формуле (120) угол установки sin а = 40/100 = 0,6325; к = 39°14. На рис. XI.25, б показан другой способ фрезерования шаровой поверхности на заготовке, установленной в центрах делительной головки. В этом случае обычно задаются диаметр шаровой поверхности Dm и размер da- Угол скре1цивания осей фрезы и заготовки а = 90°. Следовательно, для настройки станка нужно узнать лишь диаметр фрезы D, который определяется по формуле D = /z4-4 (121) В случае, изображенном на рис XI.25, е, производится фрезерование внутренней шаровой поверхности в шарнирной опоре. Для настройки станка при такой обработке необходи.мо знать величины D и а. Они также определяются по формулам (119) и (120). Фрезерование поверхностей пространственно-сложных форм может выполняться и методом Рис. XI.24. объемного копирования. В этом Схема фрезерования вогнутой поверхности стаи- Учае перемещение фрезы ОТНОСИ- дартной торцевой фрезой тельно обрабатываемой заготовки 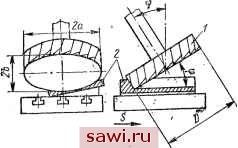 Приспособление, обеспечивающее движе* ние заготовки по дугам окружностей относительно фрезы 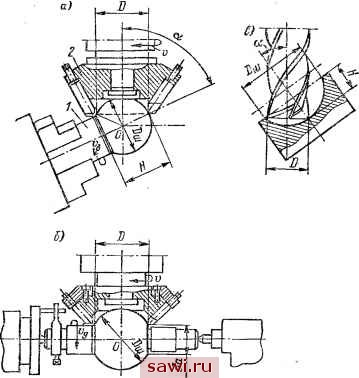 Рис. Х1.2Г,. Схемы фрезерования наружных и внутренних сферических поверхностей 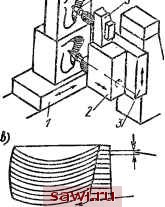 В) 5 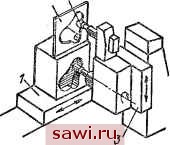 S периодическая 5смдщал Рнс. XI.26. Схемы обработки ка объемно-копнрова.чьно-фрезерпом станке: а - объемной фасонной поверхности; б - криволинейного контура; е - методом строчечной обработки с периодической подачей происходит в трех взаимно перпендикулярных направлениях. Управление такими перемещениями осуществляется при помощи копирующего прибора 5 (рис. XI.26, с) следящей системы объемно-копировально-фрезерного станка. Палец 4 прибора находится в постоянном контакте с поверхностью копира. С помощью контакта пальца обеспечивается ощупывание, сила которого ограничена до 1,0-1,5 Н. Малейшие отклонения пальца 4 в ту или другую сторону под воздействием копира вызывают электрические управляющие сигналы тем больших значений, чем больше отклонение. Эти сигналы преобразуются в рабочие подачи соответствующих скоростей и направлений за счет перемещений шпиндельной бабки 2, ее салазок S и стола / станка. Фрезерование объемной формы может вестись и с так называемой периодической - задающей подачей. Эта подача производится горизонтальными или вертикальными строчками (рис. XI.26, е) такой длины, которая перекрывает габарит копира и заготовки с некоторым запасом. В конце строчек автоматически происходит очередной переход на выполнение новой строчки. Шаг такого перехода является величиной периодической подачи sp, которая может изменяться в некоторых пределах. На объемно-копировально-фрезерных станках может выполняться и контурное копирование (рис. XI.26, б) по копиру в форме листа 5. В этом случае палец 4 также с ощупывающим контактом обходит криволинейный профиль. Фреза в шпинделе повторяет заданный контур на заготовке. Подачи ведутся в данном случае тодако в двух направлениях - салазками 3 и столом Установим охранное оборудование. Тел. . Звоните! |