
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 Глава XII ПУТИ ПОВЫШЕНИЯ ПРОИЗВОДИТЕЛЬНОСТИ ТРУДА НА ФРЕЗЕРНЫХ СТАНКАХ XII.1. ПовыиЕОние производительности труда за счет применения г!вц,иональкых способов аакропленин даталей на станка Основными направлениями повышения производительности труда при работу на фрезерных станках являются: механизация закрепления заготовок; сокращение пути рабочих и вспомогательных ходов; увеличение числа одновременно обраба тываемых поверхностей; многоместная обработка заготовок; непрерывная обработка (совмещение основного и вспомогательного времени); групповая обработка; аЬто-. матизация процессов обработки; многооперационная обработка заготовок; оптими зация режимов резания за счет совершенствования режущих качеств фрез и рационального использования мощности станка. Устранение ручного закреплении, связанного с затратой мускульных усилий рабочего и относительно длительным временем их выполнения, производительно сказывается на работе е помощью (особенно в серийном производстве) загкимных элементов в виде прихватов с механизированным приводом. Такие прихваты можно устанавливать в различных местах стола фрезерного станка и использовать для быстрого и надежного закрепления разных по конфигурации и высоте заготовок. На рис. XII.1, а показан прихват с пружинно-гидравлическим приводом, регулируемый по высоте путем набора однотипных подкладок 1 и размещения гайки 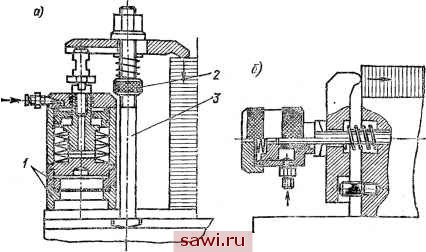 Зажимные эле.чеыты Рнс. ХИ.1. прихваты с гидравлическими и пру}к1шно-гидраЕ.!1нческимн при., водами Влияние механизироваипых и автоматизирвваннык устройств на сокращение времени выполнения отдельных операций
2надл11МКой резьбеболга 3. Здесь зажим осуществляется пакетом тарельчатых пружин, а раажи.м - давлением масла из сети от гидроусилителя, которое, действуя па поршень, сжимает пружины и освобол1дает планку прихвата. Такие средства аажима повышают безопасность работы, так как действующая сила не зависит ни от какого другого ее источника. На рис. ХП.1, б приведен механизированный прихват с гидроприводом, действующий в условиях горизонтального направления силы зажима. Использсвгкие механизированных прихватов позволяет применять их для одновременного закрепления нескольких (или одной) заготовок. При этом закрепление производится одной ..рукояткой крана, открывающего доступ масла в систему питаюш,ей сети. Применение приспособлений -с механизированным (пневматическим, гидравлическим, магнитнььм и др.) приводом, а также приспособлений прогрессивных конструкций (см. гл. Vni) содействует значительному повышению производитель-ностн труда. Эффект экономии времени, достигаемый при механизации и автоматизации отдельных операций вспомогательной работы на фрезерных станках, приведен Б табл. ХП.1. XII.2. Повышение производительности труда sa счет выбора ра1и111нального метода фрезерования Сокращение пути рабочих и вспомогательных ходов. Рациональные схемы взаимного расположения фрезы и заготовки (заготовок) в ряде случаев позволяют сократить длину рабочего и вспомогательного ходов вне зависимости от длины за-гот-овки. Если диаметр торцевой фрезы несколько превосходит длину обрабатываемой поверхности заготовки, то фрезерование следует вести по схеме а, а не по схеме б. Длина рабочего хода сокращается. В том случае, когда диаметр торцевой фрезы несколько меньше длины заготовки (рис. XII.2, в), направление подачи должно быть принят-о вдоль заготовки, т. е., как показано, не допуская двух коротких рабочих ходов поперек заготовки. Последнее приведет не только к некоторому увеличению длины рабочего хода, но и к ухудшению плоскостности обработанной поверхности. На рис. XII.2, а и е приведены два варианта установки шести заготовок размерами 25 X 50 мм. При обработке по схеме д расчетная длина обработки L = 360 мм, а по схеме е L = 210 мм. Соответственно этому длина рабочего хода, приходящаяся на одну заготовку, при варианте д равна 60 мм, а при варианте е - 35 мм. В ряде случаев длина рабочего хода, а следовательно, и основное время обработки, приходящееся на одну заготовку, могут быть значительно уменьшены за счет изменения направления подачи. Например, при фрезеровании торцевых поверхностей 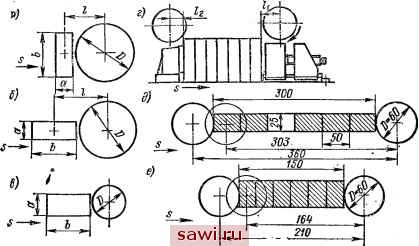 Рис. ХП.2. Схемы расположений фрезы и заготовок, определяющие возможиостн сокращения пути рабочего хода у проушины 1 (рис. ХП.З, с) длина рабочего хода относительно фрезы с учетом резания и выхода составляет для получистового фрезерования 130 мм (ход /-П) и для чистового - 230 мм (ход I--I1I). При фрезеровании этой жезаготовки по схеме б длина рабочего хода фрезы равна 65 мм, т. е. в 2-3,5 раза меньше, чем при обработке по схеме а. Общая длина рабочего хода набора фрез при одновременной обработке четырех рычагов (рис. ХП.З, в) по схеме е составляет для получистового .фрезерования 300 мм (ход /- ), а для чистового - 420 мм (ход /- /). При изменении направления по- б) J&fii 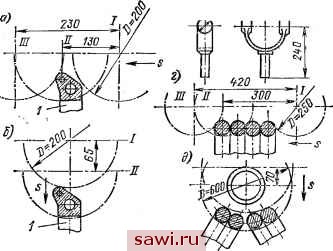 Рис. ХП.З. Схемы рационального направления, подачи и расположения заготовок, сокращающие длину рабочего хода Установим охранное оборудование. Тел. . Звоните! | ||||||||||||||||||||||||||||||||||||||