
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 дачн и расположения заготовки по схеме д общая длина рабочего хода набора фрач при обработке тех же четырех заготовок будет равна всего 70 мм, т. е. в 4,3-7 раз меньше, чем в первом случае, - по схеме г. Иногда удается так расположить заготовки па станке, что окажется возможным фрезеровать их в обе стороны (попутное и встречное фрезерование). Возможно это только на станках, снабженных зазоровыбирающим устройством в винтовой передаче, т, е. приспособленных для попутного фрезерования Увеличение числа одновременно обрабатываемых поверхностей. Оно достигается совмещением работы отдельных фрез с помощью применения наборов фрез (см. гл. VI;, а также многошпиндельно ! обработкой. Применение как одного, так и другого метода позволяет сократить затраты основного (машинного) времени за счет объединения отдельных переходов в один и затраты вспомогательного времени путем уменьшения числа установок и закреплений заготовок. Многошпиндельиая обработка может осуществляться на продольно-фрезерных станках с двумя, тремя и четырьмя шпинделями или на специальных многошпиндельных фрезерных станках  t 4 Рис. ХП.4. Кассетные приспособления для многоместной установки и механизированного закрепления заготовок малых размеров Многоместная обработка предусматривает объединенную установку, закрепление и одновременное фрезерование (за одни и те же рабочие ходы) нескольких или многих заготовок. На рис. XII.2, г показана схема фрезерования пакета из семи заготовок, установленных на поверхности стола станка и закрепленных тисочным зажимом. В этом случае основное время обработки меньше, чем при фрезеровании по одной заготовке за счет того, что пути врезания li и перебега Ц относятся только ко всему пакету заготовок, а не к каждой в него входящей, т. е. становится в 7 раз меньше. Затраты вспомогательного времени также уменьшаются, потому что времени на управление станком, подвод и отвод инструмента и пр. расходуется также в 7 раз меньше, чем при раздельном фрезеровании по одной детали. Примером многоместной обработки является кассетный способ установки и механизированного закрепления заготовок. Обычно наиболее эффективно его применение для изделий малых размеров. На рис. ХП.4 изображено приспособление 1, предназначенное для установки и закрепления в нем заготовок, размещенных в кассетах 4, 6. Кассета 4 с подвижными установочными элементами 2, между которыми в специальной формы ложементах 5 помещаются четыре подлежащих обработке заготовки, устанавливается на направляющую площадку приспособления 1. Это приспособление предварительно ориентировано по Т-образному пазу стола и жестко закреплено на нем. Под рычаг S становится гидравлический или пружинно-гидравлический привод закима (см. рис. XII.4). При его включении рычаг с надлежащей силой перемещается вверх, вследствие чего, поворачиваясь на своей оси-опоре, другим концом, прижатым к первому элементу 2, преодолевает слабые пружины (на рисунке не видно) и зажимает весь пакет элементов кассеты, тем самым закрепляя одновременно все находящиеся между ними заготовки. После фрезерования производится отжатие рычага 8 и снятие всей кассеты. Затем может быть поставлена новая кассета илн та же, но с новыми заготовками. Кассетный способ, располагая всеми преимуществами метода многоместной обработки, дает возможность упростить установку относительно сложных заготовок, осуществить механизированный зажим и совместить при этом машинное время с временем, необходимым на наб (подготовку) заготовок в очередную кассету. Помимо этого для применения кассетного способа при обработке других изделий достаточно изготовить только новые элементы 2, что весьма удешевляет затраты на подготовку производства и ускоряет ее. Позициоиное фрезерование. Метод позиционного фрезерования ведет к совмещению во времени рабочего хода с работой, носящей вспомогательный характер. Его осуществление связано с применением как специальных поворотных (индексируемых) накладных столов, так и без них, с простыми поворотными приспособлениями. На рис. ХИ.5, а-г показана обработка заготовки 4 на позиционном поворотном столе. В этом случае на столе 6 фрезерного станка закрепляется плита 2, на которой смонтирован поворотный стол 3. Закрепив на столе обрабатываемую заготовку \\ / 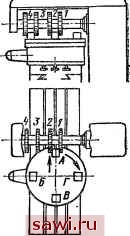 Рис. XII.5. Схемы позиционного фрезерования на поворотных столах-приспособ- 4, фрезеровщик при помощи рычага 7 включает рабочую подачу стола (рие. XII.Si а) и затем во время обработки заготовки фрезой 5 на второй позиции стола произ* водит установку другой заготовки 7 (рис. XR.5, б). По окончании обработки заготовки 4 (рис. ХП.5, в) стол станка отводят и при помощи соответствующей рукоятки поворачивают стол 3 относительно плиты 2. Затем вновь включают продольную подачу и фрезеруют уже заготовку 7, находящуюся в рабочей позиции (рис. ХП.5, г). Обработанную заготовку 4 снимают, на ее место ставят новую заготовку, после чего цикл повторяется. На рис. ХП.5, д изображена схема фрезерования боковых граней четырех квадратов А, Б, В VI Г на круглом поворотном столе. В этом случае обработка производится набором из четырех дисковых двусторонних фрез 1, 2, S к 4. В положении стола, показанном на схеме, фрезы 1 к 2 обрабатывают одновременно две боковые грани заготовки А, а фрезы 3, 4 - две боковые грани заготовки Б. После прохода и вывода фрез стол поворачивают на 90°; при этом заготовка Б перемещается Б новое положение и становится в позицию для сбработки двух других боковых граней фрезами / и 2, а фрезы 5 и 4 в этом же положении стола обрабатывают две боковые грани заготовки В. Затем после вывода фрез стол поворачивается снова на 90° и заготовка В становится иа место, которое занимала в предыдущей позиции заготовка Б; при этом фрезы 1 и 2 обрабатывают у нее две последние боко- 3 г f - 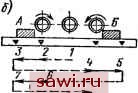  Рис. XII.6, Схемы позицнониого фрезерования по маятниковому циклу зые грани. После третьего поворота стола заготовка, обработанная по всем четырем граням, попадает па последнюю - четвертую позицию (на место, занимаемое на схеме заготовкой В). Здесь она снимается и заменяется новой заготовкой. Применение поворотных столов оказывается эффективным средством экономии времени, так как время на установку и снятие заготовки полностью совмещается с временем обработки другой заготовки, а на поворот стола (диаметром до 900 мм), в том числе и на его подвод и отвод на ускоренной подаче, требуется всего лишь 0,3-0,6 мин. На рис. ХП.6 приведена другая схема осуществления метода позиционного фрезерования. В этом случае при рабочей подаче стола от позиции 2 (рис. ХП.6, а) к позиции 8 торцевая фреза обрабатъшает торец заготовки у4, затем направление подачн стола изменяется и стол ускоренно перемещается к позиции 4. Далее фреза обрабатывает заготовку Б при рабочей подаче от позиции 4 к позиции 5, после чего вновь изменяется направление подачи и с5-ол ускоренно подается до позиции 6, затем весь цикл повторяется вновь. Во время фрезерования заготовки А обработанная заготовка Б снимается, и i;a ее место устанавливается другая заготовка. Схема позиционного фрезерования на горизонтально-фрезерном станке при применении набора фрез привед-иа на рис. ХП.6, 6. При подаче стола от позиции 2 к позиции 8 набор фрез при левом вращении шпинделя фрезерует заготовку А, затем направление подачи изменяется и стол ускоренно перемещается к позиции 4; вращение шпинделя станка при этом ускоренно перемещается к позиции 4; сращение шпинделя станка при этом также изменяется иа правое. При движении стола от позиции 4 к позиции 5 второй набор фрез обрабатьшает заготовку Б; фрезеровщик Б это время снимает готовое изделие А и ставит на его место новую заготовку. Приведенные схемы известны как схемы с маттниковой подачей или же как схемы фрезерования по маятниковому циклу. Управление маятниковым циклом по схемам на рис. ХП.6 осущест-вляотся автоматически от упора на столе станка или с помощью программного управления. Ряд моделей отечественных фрезерных станков, в частности 6Р83, может быть настроен на работу по маятниковому циклу. Отличие метода фрезерования с применением маятниковой подачи от позиционного фрезерования на поворотных сто-.чах заключается только в том, что переход от обработки одной заготовки (или нескольких) к следующей.лреттзБОДптся путем реверсирования подачн стола, а ие посредством его поворота в следующую позицию. Непрерывное фрезерованпе. Это направление повышения производительности труда является наиболее эффективным. Заготовки в этом случае обычно устаиавлн-, ваются на круглых столах, совершающих во время работы непрерывное вращение со скоростью рабочей подачи. Снятие обработанных и установка новых подлежащих обработке заготовок производится без остановки процесса фрезерования, путем ис-пользоваппя свободной от работы фрезы загрузочной зоны стола в течение временп которое затрачивается на перемещение стола в рабочей зоне. Установим охранное оборудование. Тел. . Звоните! |