
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Механические и импульсные передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 в нижнюю полость цилиндра всегда подается воздух под давлением, поршень будет перемещаться вверх до момента, когда диафрагмы 1 н 2 под действием пружины 7 переместятся вверх и клапан 4 вследствие этого откроется. Винт 5 служит для регулировки осевого усилия пружины 6, действующей на диафрагму 2. 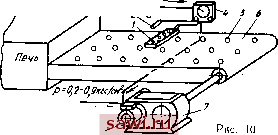 Для автоматического управления вариатором 7 (рис 10) в пои-ое?улиГГГ Рй печи примен/ется гТневматичеГе S ле?яяТ/Р° ° сочетании с фотоэлементами / и 2. тоГ/ сигняя о-- ФРУ фотоэлемен- том у, сигнал от которого сравнивается в пневматическом регуля- , Подача к материала 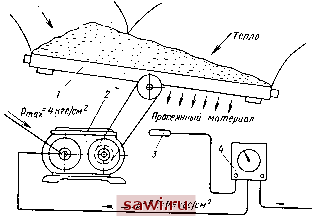 Рис. И .торе 4 С- сигналом от другого фотоэлемента 2, направленного на образец 3 с необходимым цветом. Пневматическая система регулирования 8 (см. рис. 9) изменяет передаточное отношение вариатора, а следовательно, скорость движения конвейера до тех пор, пока не совпадут цвета деталей и образца 3. Автоматический вариаторный привод (рис. И) вибрационного грохота 1, к которому для просушивания просеиваемого материала подводится горячий воздух, обеспечивает необходимое качество сушки материала. Термическая трубка 3 измеряет количество тепла-, проходящего через материал, и будучи присоединена к пневматическому регулятору 4, вызывает действие последнего на регулирующий механизм вариатора 2. Изменение ведомого вала вариатора изменяет частоту вибраций грохота и подачу материала и тем самым способствует более равномерной сушке. Вариаторы с электрическими управляющими устройствами весьма перспективны и наиболее распространены как для целей 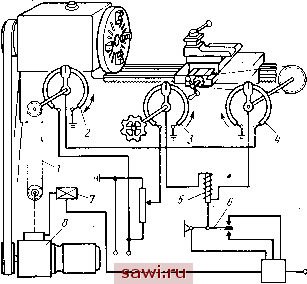 Рис. 12 автоматического регулирования бесступенчатых передач, так и для их дистанционного управления. Они требуют меньших затрат по сравнению с другими ранее рассмотренными способами регулирования. Однако при наличии агрессивных газов в помещениях (химическая промышленность) они менее надежны, чем управляющие устройства пневматического действия [127]. Электрическая система автоматического регулирования вариатора, установленного в приводе токарного станка при обработке нецилиндрических поверхностей с постоянной скоростью резания, показана на рис. 12. Требуемая скорость резания устанавливается потенциометром 3. Контактный рычаг потенциометра 4 приводится в движение от винта поперечной подачи, следовательно, этот потенциометр представляет собой датчик, подающий сигналы в функции диаметра обрабатываемой поверхности. Напряжения потенциометров 3 и4 подаются на сравнивающее устройство-соленоид 5, который с помощью рычага 6 и контактной системы включает двигателБ 7 регулирующего механизма вариатора; при этом направление вращения вала двигателя обуеловливаетсй знаком приращения диаметра обрабатываемой поверхности. Изменяя передаточное отношение вариатора, двигатель 7 одновременно через цепную передачу / изменяет положение контактного рычага потенциометра 2 обратной связи. Взаимодействие потенциометров 2 и 4 приводит к уменьшению напряжения в катушке соленоида до нуля и фиксации рычага 6 в нейтральном положении, и тем самым устраняется перерегулирование вариатора. Принципиально по схожему принципу функционирует система автоматического привода с программным управлением револьверных станков (рис. 13). На необходимую скорость резания при обработке различными инструментами револьверной головки станок настраивается автоматически при каждом повороте головки с помощью потенциометров /, 2, 3, 4, включение которых происходит . при замыкании контактных переключателей кулачка1 и, установленными на распределительном ралу 5 станка. Обработка же поверхностей с изменяющимся радиусом при постоянной скорости резания достигается посредством потенциометра 6, контактный рычажок которого приводится в движение от механизма поперечной подачи (положение рычажка строго согласуется с радиусом обрабатываемой поверхности) Сигнал от потенциометра 6 поступает в командоаппарат 7, который через реверсивное реле 8 воздействует на двигатель 9 регулирующего механизма вариатора 10, изменяя его передаточное отношение по закону, соответствующему постоянной скорости резания. Это изменение сопровождается изменением настройки потенциометра обратной связи. Измененный сигнал попадает в командоаппарат 7 и устраняет возникший разбаланс э;5ектрнческой системы. На рис. 14 показана схема револьверного станка с программным управлением бесступенчатым приводом подачи. Величина подачи для каждого инструмента устанавливается потенциометрами 2, включающимися распределителем 1. Соответствие необходимой подачи, обеспечиваемой вариатором 4, контролируется электронным устройством 3. На рис. 15 показана блок-схема устройства автоматического изменения подачи Чюсредством вариатора для поддержания постоянства упругого перемеще.ния суппорта токарного станка. В процессе обработки изделия возникающие отклонения суппорта от настроенного положения, вызванные изменением силы резания (неоднородность материала, различная величина припуска и др.), фиксируются индукционным датчиком /, сигнал от которого сравнивается с опорным сигналом , поступающим из задатчика 3 в сравнивающем устройстве 2, откуда сигнал через усилитель 4 поступает на обмотку электродвигателя 5 регулирующего механизма вариатора б..Так как ведомый вал вариатора соединен с ходовым валиком продольной передачи, то бесступенчатым изменением его угловой скорости, а следовательно, и подачи поддержи- 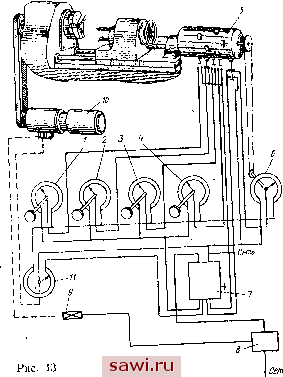 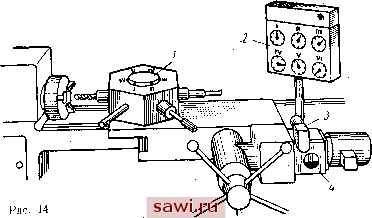 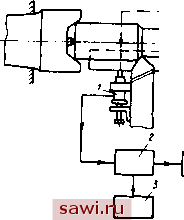 / Механизм подачи i Лекальная (одоЗой ЗаУ!),г- Mffeu/ca Рис. 15 уттттГгттттгг. 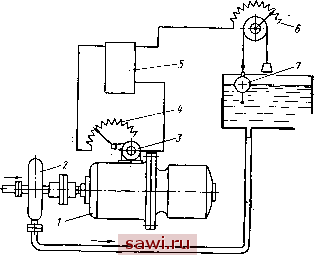 Рис. 16 Рис. 17 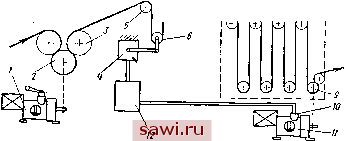 ваются постоянными силы при резании и упругое отжатие суппорта. На рис. 16 показана схема электронного регулирующего устройства вариатора /, приводящего в движение насос 2. Регулированием производительности насоса поддерживается постоянный уровень жидкости в баке. Регулирующий механизм приводится в действие от вспомогательного электродвигателя 3 с электронной системой управления. Два потенциометра 4 я 6 включены в цепь по схеме моста. Перемещение поплавка 7 в вертикальном направлении вызывает движение подвижного элемента потенциометра 6. Потенциометр 4 Как следящий потенциометр получает движение от регулирующего механизма вариатора, т. е. подвижный элемент этого потенциометра поворачивается при вращении вала вспомогательного электродвигателя. При нормальном уровне жидкости поплавок занимает положение, соответствующее балансу в мостовой схеме. Понижение или повышение уровня жидкости вызывает изменение сопротивления потенциометра 6. В результате наступает разбаланс электрической системы и в электронный усилитель 5 с релейным выходом подается напряжение (сигнал), которое усиливается и питает вспомогательный электродвигатель 3. Начинается процесс регулирования. Как только угловая скорость ведомого вала вариатора достигнет не-обходимой величины и поплавок займет первоначальное положение, следящий потенциометр автоматически сбалансирует систему и регулирующий электродвигатель остановится. Эту систему регулирования вариатора посредством привода регулирующего механизма от отдельного электродвигателя с электронным управлением можно использовать для дистанционного управления с необходимой чувствительностью регулирования. При этом ручка управления соединяется с вращающимся элементом потенциометра-датчика б и на шкале, в зависимости от поворота ручки, указывается угловая скорость ведомого вала вариатора. Пульт дистанционного управления вариатором может располагаться на любом удалении. В тех случаях, когда не требуется высокой точности при регулировании вариатора, электродвигатель регулирующего механизма может дистанционно управляться без электронной цепи при по-мощи двухкнопочной пусковой станции. Угловая скорость ведомого вала вариатора может контролироваться электрическим тахометром, расположенным около этой станции. На нужную угловую скорость вариатор настраивается повторными пусками и остановами вспомогательного электродвигателя. На рис. 17 показана схема автоматически регулируемого вари-аторного привода, применяющегося в машинах по изготовлению бумаги, тканей и пленочных материалов, когда продукт в процессе обработки пропускают через С1стему валков и требуется регулирование окружной скорости ведущих валков с целью стабилиза- Установим охранное оборудование. Тел. . Звоните! |