
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Виды индукционного нагрева 1 2 3 4 5 6 7 8 Таблица 1Х.8
Таблица IX.9 Основные технические данные универсальных закалочных станков Параметры
Мощность, подводимая к станку (максимальная), кВт........... Частота тока силовой цепи, Гц..... Максимальный вторичный ток трансформатора, А.............. Максимальный ток контура, А . . . . Напряжение катушки контактора, В . . . Суммарный расход охлаждающей воды, мз/ч............... Размеры блоков (ширинаХдлинаХвысота), мм: трансформаторного......... конденсаторного .......... Длина водоохлаждаемого кабеля, м . . . Масса комплекта оборудования, кг . . . Примечание. Размеры блоков (ширинаХдлинаХвысота), мм: закалочного 1000X1300X1100; контакторного 860X620X1250
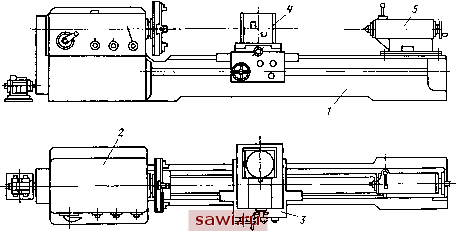 Рис IX 5. Схема универсального закалочного станка Универсальные закалочные станки применяют: для непрерывно-последовательной закалки шлицевых валов и валов-шестерен с прямым, косым и шевронным зубом; для одновременной закалки шеек валов, конических шестерен, зубьев обойм и втулок зубчатых муфт и звездочек транспортеров; для последовательной закалки методом обкатки прямозубых, косозубых и шевронных валов-шестерен и других деталей. Кроме закалочных станков блочного типа, выпускаются универсальные станки комплексного исполнения с питанием от стандартных отечественных генераторов (табл. IX.10). Конструктивно эти станки оформлены в виде закрытого шкафа, внутри которого размещены закалочный индуктор, механизмы закрепления, вращения и передвижения деталей, а также вся аппаратура, входящая в схему подачи охлаждающей жидкости. Подлежащая закалке деталь зажимается между верхним и нижним центрами и закрывается крышкой из органического стекла. Электрическая схема этих станков позволяет вести непрерывно-последовательную закалку длинных деталей, одновременную закалку без вращения и вращающихся деталей Однако ассортимент специализированных и универсальных станков, выпускаемых промышленными предприятиями, весьма ограничен. Поэтому в ремонтно-механических цехах металлургических предприятий для высокочастотной закалки большей частью применяют переоборудованные металлорежущие станки либо комплектуют специальные станки из отдельных узлов - редукторов, шпиндельных бабок, суппортов и т. д. Наиболее распространен универсальный станок для непрерывно-последовательной закалки, схема которого представлена на рис. IX.5. Он состоит из станины У, передней бабки 2, суппорта 3, на котором установлен закалочный трансформатор 4 с индуктором, задней бабки 5; станок снабжен емкостью для сбора охлаждающей воды. При непрерывно-последовательной закалке валов, осей и других деталей частота вращения шпинделя должна составлять не менее 20 и не более 100 мин- Такая частота вращения способствует созданию равномерной закалки по сечению деталей. Для закалки крановых колес, тормозных шкивов, правильных роликов в кинематической схеме станка необходимо предусмотреть возможность регулирования окружных скоростей деталей в диапазоне от 1 до 10 мм/с. Для возможности закалки различных деталей в конструкции станка следует предусмотреть поворот закалочного трансформатора вокруг вертикальной оси на 90* Основные технические данные универсальных закалочных станков комплексного исполнения для одновременной и непрерывно-последовательной закалки  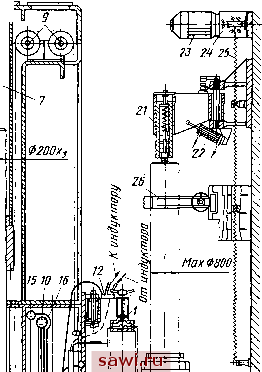  Рис. IX.6. Схема станка для индукционной закалки шевронных шестерен и крупногабаритных вало В обе стороны.- Это необходимо при закалке конических, а иногда и цилиндрических шестерен. Для индукционной закалки по впадине крупногабаритных шестерен с модулем 10-50 мм и диаметром 300-5000 мм, а также шеврбнных шестерен крупных раз- меров ВПТИтяжмаш совместно с УЗТМ спроектировал специальную установку. Установка допускает вертикальное расположение закаливаемого шевронного шестеренного вала. При этом создаются наиболее благоприятные условия для автоматизации процесса закалки, равномерного сте-кания закалочной жидкости, облегчаются установка и снятие детали. Питание нагре- Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||