
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Виды индукционного нагрева 1 2 3 4 5 6 7 8 Таблица IX.13 Режимы индукционной закалки ходовых колес кранов и тормозных шкивов
рующим проводом и закаливаемой поверхностью. Следует, однако, иметь в виду, что более рациональной термической обработкой крановых колес является сорбитизация. 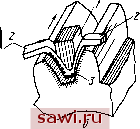 Рис. IX.14. Схема закалки шестерен по зубу (а) и по впадине (б): / - магнитопровод; 2 - индуктирующий провод; J -нагретый слой (стрелкой показано направление движения индуктора) Индукционную закалку тормозных шкивов ведут также непрерывно-последовательным методом с помощью индукторов, аналогичных приведенному на рис. IX.11. Шкив надевают,на оправку, закрепленную в центрах закалочного станка. При этом, как и при закалке крановых колес, вначале дают выдержку для нагрева до температуры закалки, а затем уже шкиву сообщают вращательное движение. Как правило, отпуск шкивов осуществляют на твердость HRC45-50 индукционным способом. В табл. IX. 13 приведены режимы индукционной закалки крановых колес и тормозных шкивов при использовании машинного генератора типа МГЗ-102 (по данным металлургического завода Азов-сталь ). Следует иметь в виду, что во избежание появления трещин закалка тормозных шкивов допускается при мини- мальной толщине стенки, удовлетворяющей следующим величинам: при диаметре шкива 200 мм 7 мм, при 300 мм 9 мм, при 400 мм 11 мм, более 400 мм 12 мм. Некоторое распространение на металлургических предприятиях получил метод высокочастотной закалки дисков пил для горячей резки стали (Челябинский металлургический завод, Серовский металлургический комбинат). При применении этого способа стойкость дисков в случае резки легированной стали увеличивается в 3 раза. Закалку шестерен с модулем более 8 мм можно проводить в петлевом индукторе (закалка по зубу) или с нагревом одновременно боковых поверхностей двух соседних зубьев и впадины между ними (рис. IX.14). При закалке в петлевом индукторе требуется меньшая мощность генератора, однако такой способ закалки обладает рядом недостатков. При высокочастотной закалке в закаленной зоне возникают значительные напряжения сжатия, а в переходной- растяжения. В случае закалки в петлевом индукторе переходная зона располагается у основания зуба. При этом растягивающие напряжения суммируются с максимальными рабочими напряжениями изгиба, расположенными в этой же зоне, что приводит к резкому снижению прочности и выносливости зуба. Смещение закаленного слоя от основания вызывает снижение износостойкости ножки зуба. Следует отметить, что при закалке в петлевом индукторе не обеспечивается равномерная толщина закаленного слоя; при этом даже незначительное смещение индуктора или неправильная установка шестерни относительно индуктора вызывают смещение закаленной зоны. При эксплуатации встречаются шестерни, у которых закаленная зона охватывает только незначительную часть зуба у вершины. В связи с указанными недостатками закал- Таблица IX.14 Оптимальные режимы нагрева охлаждения зубьев при высокочастотной закалке по контуру
ку по зубу нельзя рекомендовать для ответственных деталей. Контурная закалка (закалка по впадине) обеспечивает равномерную глубину закалки боковых поверхностей зубьев; одновременно закаливается и впадина. При этом растягивающие напряжения создаются только у вершины зуба, не испытывающей значительных изгибающих нагрузок. В связи с этим зубья, закаленные по контуру, обладают высокой прочностью и износостойкостью. Оптимальные режимы высокочастотной закалки зубьев по контуру, полученные на основании исследований и опытных данных металлургических заводов, приведены в табл. IX. 14. Библиографический список Бабат Г. И, Индукционный нагрев металлов и его промышленное применение. М. -Л., Энергия , 1965. 552 с. с ил. Вологдин В. П. Поверхностная индукционная закалка. М., Оборонгиз, 1947. 310 с. с ил. Головин Л Ф., Замятин М. М, Высокочастотная термическая обработка. Л., Машиностроение , 1968. 227 с. с ил. Головин Г. Ф. Остаточные напряжения и деформации при поверхностной высокочастотной закалке. М., Машгиз, 1962. 255 с. с ил. Кидин И, Н. Физические основы электротермической обработки металлов и сплавов. М., Металлургия , 1969. 375 с. с ил. Лозинский М. Г. Промышленное применение индукционного нагрева. М., изд. АН СССР, 1958. 410 с. с ил. Методы повышения долговечности деталей машин. М., Машиностроение , 1971. 272 с. с ил. Авт.: В. Н. Ткачев, Б. М. Фи-штейн, В. Д. Власенко, В. А. Уланов. Простяков А. А. Индукционные нагревательные установки (Библиотека электротермиста. Вып. 38). М., Энергия , 1970. 120 с. с ил. Родзевич П. Я., Никберг И. ЛГ., Ба-рац А. Я. Упрочнение деталей металлургического оборудования. М., Металлург-издат, 1963. 343 с. с ил. Слухоцкий А. е., Рыскин С. е. Индукторы для индукционного нагрева. Л., Энергия , 1974. 264 с. с ил. Тир Л. Л. Трансформаторы для установок индукционного нагрева повышенной частоты. М., Госэнергоиздат, 1961. 202 с. с ил. Тылкин М. А. Повышение долговечности деталей металлургического оборудования. М., Металлургия , 1971. 608 с. с ил. Шамов А. Н., Бодажков В. А. Проектирование и эксплуатация индукционных установок. Л., Машиностроение , 1974.280 с. с ил. Шепеляковский К. 3. Упрочнение деталей машин поверхностной закалкой при индукционном нагреве. М., Машиностроение , 1972. 287 с. с ил. Электротермическое оборудование. Справочник. Под ред. А. П. Альтгаузена, М. Я. Смелянского и М. С. Шевцова. М., Энергия , 1967. 487 с. с ил. Установим охранное оборудование. Тел. . Звоните! | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||