
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106  мента. Поэтому заточнику режущего инструмента, как и любому работнику, имеющему дело с механической обработкой деталей, очень важно уяснить основные принципиальные положения по выбору важнейших геометрических параметров. Передний угол может колебаться у различных инструментов в очень широких пределах - от -25 до +30°. В большинстве случаев используют инструменты с положительными значениями переднего угла, так как обычно при увеличении переднего угла облегчается процесс срезания стружки и уменьшается сила резания. С другой стороны, увеличение переднего угла приводит к уменьшению угла заострения, что вызывает снижение прочности режущей части инструмента, ухудшает отвод тепла в тело инструмента, вызывает опасность выкрашивания режущей кромки, особенно при использовании твер---S=const дых и хрупких инструмен- тальных материалов. Для упрочнения режущей кромки, предохранения ее от выкрашивания, особенно при большой величине срезаемого слоя, заготовках с неравномерной толщиной припуска, а также при прерывистом резании, приходится выбирать передний угол отрицательным на всей передней поверхности или ее некоторой части, примыкающей к режущей кромке (ленточке). Однако использовать отрицательные значения переднего угла следует только в тех случаях, когда это действительно необходимо. Задний угол в основном предназначен для обеспечения свободного перемещения инструмента по обрабатываемой поверхности и уменьшения трения и износа по задней поверхности инструмента. Увеличение заднего угла до определенного предела, особенно при срезании тонких стружек, способствует повышению стойкости инструмента, уменьшению шероховатости обработанной поверхности. В то же время увеличение заднего угла приводит к уменьшению угла заострения, а следовательно, к ослаблению режущей кромки (иногда к ее выкрашиванию) и преждевременному выходу инструмента из строя. Поэтому задний угол следует выбирать в зависимости от условий работы инструмента. Главный угол в плане при постоянных значениях подачи (S = const) и глубины резания определяет соотношение между шириной и глубиной реза: при уменьшении угла (р уменьшается толщина среза и увеличивается его ширина (рис. 15). Увеличение активной длины режущей кромки, т. е. той части, которая находится в непосредственном соприкосновении с обрабатываемой Рис. 15. Изменение размеров срезаемого слоя материала при продольном точении резцами с различными главными углами в плане заготовкой, приводит к уменьшению температуры в зоне резания и тем самым снижает износ резца и повышает его стойкость. Однако при обработке нежестких деталей (например, длинных валиков) рекомендуется применять углы ф 60-75 °, так как при меньших углах возможно появление вибраций и недопустимых прогибов заготовки. Вспомогательный угол в плане ф1 влияет на шероховатость обработанной поверхности, прочность вершины резца и его стойкость. Применение высоких подач при обработке ведет к появлению значительных остаточных гребешков. Поэтому для повышения зачищающей роли вспомогательной режущей кромки стремятся применять малые значения углов ф обычно в пределах 10-15°. Угол наклона главной режущей кромкиХ приобретает особое значение для формы стружки и направления ее сбега с передней поверхности резца. Кроме того, при положительных значениях угла К место первоначального контакта резца с заготовкой удаляется от вершины, что повышает стойкость резца, особенно при обработке заготовок с прерывистой поверхностью или неравномерным припуском. Следовательно, в зависимости от конструкции инструмента и характера обработки конкретные значения геометрических пара-мегров режущей части различных инструментов могут изменяться в очень широких пределах. Однако для всех инструментов установлены единые определения важнейших поверхностей и единью обозначения углов режущей части. § 8. ЗАТОЧКА И ДОВОДКА РЕЖУЩЕГО ИНСТРУМЕНТА В процессе резания металлов срезаемая стружка перемещается по передней поверхности инструмента, а поверхность заготовки (поверхность резания) перемещается относительно задней поверхности инструмента, благодаря чему материал инструмента изнашивается. Износу подвергаются все контактные поверхности режущей часги инструмента, однако величина износа в различных точках отличается друг or друга. Точки на контактных площадках, которые находятся под большими нагрузками и более высокими температурами, будут изнашиваться быстрее. При внешнем осмотре многих инструментов можно установить, что в одних случаях основной износ наблюдается только по задней поверхности, в других - только по передней поверхности, а в третьих - одновременно и по задней и по передней поверхностям (рис. 16). Помимо образования площадок износа наблюдаются разрушения инструмента в виде местного выкрашивания режущей кромки. Одним из распространенных видов износа является абразивный износ, при котором разрушение материала осуществляется путем срезания и царапания твердыми и высокопрочными (по сравнению с разрушаемым материалом) частицами. Износ только /задней поверхности Молекулярное взаимодействие контактйруемых поверхностей выражается в прилипании, схватывании, свариваемости частиц лютериалов. Такой вид износа называется адгезионным. Способность атомов одного тела пронгнчать (диффундировать) в другое тело, находящееся с ним в контакте, обусловливает третий вид износа - диффузионный износ. На характер износа инструментов влияют физико-механические свойства как инструментального, так и обрабатываемого материала, режимы резания и другие условия обработки. Износ по задней поверхности обычно наблюдается у инструмен-износ .j,Qg срезающих сравнительно ма-п7в7рх7оши толщину (до 0,15 лглг) материала. Его обычно принято характеризовать высотой площадки износа (см. рис. 16, й), которую измеряют при помощи лупы с 20-кратньш увеличением. Одновременный износ по задней  износ задней поберхности 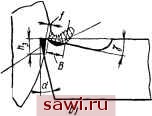  износ тотно и передней поверхностям наблю-передней по- дается на инструментах, работаю-ерхнссти малыми или средними ско- ростями резания при толщинах срезаемого слоя больше 0,10 мм. На передней поверхности образуется вогнутая площадка - лунка с шириной В (см. рис. 16, б). Лунка обычно не примыкает непосредственно к режущей кромке, так как часто поверхность шириной / (рис. 16, б) предохраняется от износа наростом. При резании твердосплавными инструментами нарост обычно не наблюдается, и поэтому износ происходит по всей контактной площадке, начиная от режущей кромки. Инструменты, срезающие слой толщиной больше 0,5 мм, при большой скорости резания и при отсутствии смазочно-охлаждающей жидкости, изнашиваются в основном по передней поверхности (см. рис. 16, в). Величина износа по мере работы инструмента непрерывно увеличивается: наиболее интенсивно в начальный период работы, затем более или менее равномерно на протяжении некоторого Рис. 16. Характерные виды износа режущей части инструментов: о - износ только задней поверхности, б - износ задней и передней поверхностей, в - износ только передней поверхности Установим охранное оборудование. Тел. . Звоните! |