
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 Операциям и переходам присваиваются порядковые номера, причем для каждой операции порядковые номера переходов даются самостоятельно, начиная с первого номера. В технологической документации операции обычно обозначают римскими цифрами, а переходы - арабскими. При выполнении операции рабочий совершает определенные действия, которые расчленяются на отдельные приемы. Совокупность определенных действий рабочего, имеющих целевое назначение при выполнении технологической операции, называется приемом. Например, включение станка, снятие детали, закрепление инструмента и т. д. Одна и та же поверхность может быть обработана окончательно либо в одну операцию, либо в несколько операций. В последнем случае слой металла на заготовке, подлежащий удалению и называемый общим припуском, снимается за несколько операций, причем на каждой последующей операции снимается все более меньший слой металла, называемый операционным припуском. В этом случае различают черновые обдирочные, черновые промежуточные, чистовые, окончательные и отделочные операции. Например, заточку по задней грани сильно затупившегося резца с твердосплавной пластинкой можно осуществлять в несколько операций: черновая заточка кругом из карбида кремния зеленого, чистовая заточка алмазным кругом на металлической связке и доводка алмазным кругом на бакелитовой связке. Характер отделочной операции определяется теми требованиями, которые предъявляются чертежом детали к точности и качеству поверхностного слоя. Последовательность операций и переходов технологического процесса оформляется на бланках или картах установленной формы и для большей наглядности часто сопровождается графическими изображениями технологической наладки. Такой эскиз дается для каждого перехода раздельно. В операционных картах, используемых непосредственно на рабочих местах, должны быть указания об используемых приспособлениях, станках, режущих и измерительных инструментах, режимах резания, материале и форме заготовки и последовательности обработки. Технологический процесс зависит от вида производства, который определяется размером производственной программы, номенклатурой и характером продукции. Различают три основных вида производства; массовое, серийное и единичное (индивидуальное). Массовое производство характеризуется непрерывным выпуском в больших количествах определенной номенклатуры отливок и самым высоким уровнем механизации и автоматизации литья. Детали и узлы машин, продукцию, выпускаемую предприятиями массового производства, в основном изготовляют на специа- лизированном оборудовании, автоматических и поточных линиях, применяя транспортные устройства для передачи деталей от одной операции к другой. Серийное производство характеризуется периодическим выпуском изделий ограниченной или широкой номенклатуры значительными или небольшими партиями. В серийном производстве широко применяют механизацию производственных процессов, оборудование располагают с учетом последовательности технологических операций, используют различные приспособления, рабочий, как правило, выполняет несколько операций. Индивидуальное производство характеризуется выпуском в небольших количествах самых разнообразных изделий с использованием универсального оборудования и приспособлений. Производство отдельных изделий может периодически повторяться. Контрольные вопросы 1. Перечислите важнейшие поверхности и плоскости при токарной обработке деталей. 2. Какое движение является главным движением и движением подачи в станках? 3. Перечислите основные геометрические элементы режущей части инструмента. Какие углы необходимо затачивать на резце? 4. Расскажите, какие основные инструментальные материалы используются для изготовления режущего инструмента. 5. Каковы особенности твердых сплавов по сравнению с инструментальными сталями? 6. Укажите основные погрешности формы цилиндрических обработанных поверхностей. 7. Перечислите основные виды отклонений обработанных поверхностей по их положению. 8. Какие причины влияют на точность обработки? 9. Что такое шероховатость поверхности и какие параметры используются для ее оценки? 10. Перечислите методы оценки шероховатости поверхности, используемы при контроле качества заточки и доводки режущего инструмента. ГЛАВА II АБРАЗИВНЫЕ И АЛМАЗНЫЕ ИНСТРУМЕНТЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ШЛИФОВАНИЯ ДЕТАЛЕЙ, ЗАТОЧКИ И ДОВОДКИ ИНСТРУМЕНТОВ § 1. ХАРАКТЕРИСТИКА АБРАЗИВНОГО ИНСТРУМЕНТА Абразивным инструментом называется пористое тело определенной геометрической формы, состоящее из беспорядочно расположенных зерен абразива, скрепленных между собой связующим веществом. Схема строения абразивного инструмента и его использования при плоском шлифовании показана на рис. 17. 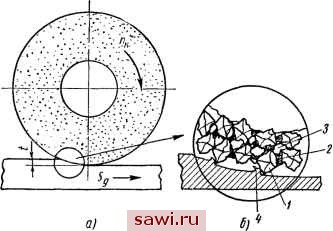 Рис. 17. Схема резания при плоском шлифоваиии: а - схема перемещений круга и обрабатываемой детали, б - схема строения абразивного инструмента; / - абразивное зерно, 2 - связка, 3 - пора, 4 - стружка срезаемого материала Абразивные инструменты различаются друг от друга по геометрической форме и размерам, роду и сорту абразивного материала, зернистости или размерам абразивных зерен, связке или виду связующего вещества, твердости или сопротивляемости связки вырыванию абразивных зерен с поверхности под действием внешних сил, структуре или строению круга. Совокупность этих признаков обычно называется характеристикой абразивного инструмента. Установим охранное оборудование. Тел. . Звоните! |