
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106   Соприкосновение режущей поверхности круга с поверхностью детали осуществляется отдельными зернами, через которые пере-даегся давление. Поэтому оценка режущей поверхности абразив-пых инструментов по числу режущих кромок, их разновысотности и расстоянию между ними является недостаточной. Наиболее полной характеристикой шероховатости режущей поверхности абразивных инструментов является понятие о режущей площади поверхности абразивных зерен. В этом понятии комплексно учитывается форма вершин режущих кромок, углы при их вершинах, количество режущих кромок, приходящихся на единицу площади, и расстояние между абразивными зернами. Представление о величине режущей площади поверхности абразивных зерен можно получить путем изучения и обработки профилограмм шероховатости рабочей поверхности инструмента. На рис. 24 показаны про-филограммы микропрофиля поверхности электрокорундовых кругов различной зернистости на керамической связке твердостью СМ2. При рассмотрении этих профилограмм мы видим, что режущие кромки на режущей поверхности располагаются в пространстве совершенно случайно, а их размеры и форма различаются в очень широких пределах. Число зерен на различных уровнях от геомегрической поверхности отличается: чем ближе к верхнему уровню, тем меньше выступов, а расстояние между ними будет больше. При уменьшении зернистости относительное число вершин в верхних слоях возрастает, а расстояние между ними уменьшается. Разделим профиль поверхности круга горизонтальными линиями. Чем ниже будег располагаться секущая прямая, тем большую часть ее длины будут составлять отрезки, лежащие внутри контура на профило-  Рис. 24. Профилограммы микропрофиля рабочей поверхности электрокорундовых кругов на керамической связке твердостью СМ2 различной зернистости (в сотых долях мм): о - 12, б - 16, в - 25, г - 40 грамме, и меньшую - отрезки, лежаш,ие вне контура. Если результаты подобного измерения выразить в процентах и построить в виде кривой в зависимости от уровня расположения секущей пря- Отнсситвльноя поверхность оВразиВных зерен и сВязни, % О 10 20 30 W 50 ВО 70 SO 90 WO 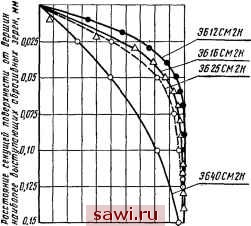 Рис. 25. Кривые контактной площади поверхности абразивных кругов твердостью СМ2 различной зернистости мой, то мы получим кривую изменения режущей площади поверхности абразивных зерен. На рис. 25 приведены кривые для кругов различной зернистости. Контрольные вопросы 1. Перечислите признаки, по которым различаются абразивные инструменты. 2. Расскажите об особенностях абразивных материалов и их условных обозначениях. 3. Как обозначается зернистость абразивных инструментов? 4. Перечислите основные виды связок, применяемых при изготовлении абразивных и алмазных инструментов. 5. Как контролируется степень твердости шлифовальных кругов? 6. Что характеризует структура абразивного инструмента? 7. Перечислите основные формы алмазных кругов. 8. Расшифруйте маркировку шлифовального круга: Ильич , ЧК 150 X 50: КЗ 9.32 CMI К5. 9. Что понимается под концентрацией алмазов в круге и какая условность допускается в обозначении концентрации алмазов? 10. Какие параметры характеризуют режущую поверхность абразивного инструмента? ГЛАВА III ОСОБЕННОСТИ ПРОЦЕССА РЕЗАНИЯ АБРАЗИВНЫМ ИНСТРУМЕНТОМ, ЕГО ВЫБОР И ЭКСПЛУАТАЦИЯ § 1. ПРОЦЕСС ОБРАЗОВАНИЯ ПОВЕРХНОСТИ ПРИ АБРАЗИВНОЙ ОБРАБОТКЕ Режущая поверхность абразивного инструмента не имеет определенных геометрических параметров режущей части, присущих металлическому инструменту. Пространственное расположение и распределение режущих граней н поверхностей абразивных зерен разнообразной формы и размеров определяет существенное отличие процесса образования поверхности при абразивной обработке от процесса резания обычными инструментами. Радиус округления режущих кромок на абразивных зернах по сравнению с толщиной слоя, срезаемого каждым зерном, сравнительно велик: его размеры соизмеримы с толщиной срезаемого слоя (алмазные круги) или превосходят ее в несколько раз (абразивные круги). При шлифовании срезаемые стружки отличаются друг от друга своими размерами и формой, так как абразивные зерна на поверхности круга расположены хаотично, на разной высоте, на разных расстояниях друг от друга и каждое зерно имеет свои размеры и форму. Режущие зерна имеют высокую скорость резания и срезают очень большое число тонких стружек (до 100 ООО ООО в одну минуту). Размеры стружек при шлифовании очень малы; их толщина составляет всего несколько микрометров, а длина обычно менее 1-2мм. Абразивные зерна, беспорядочно расположенные на рабочей поверхности круга, срезают стружку с шероховатой поверхности обрабатываемого изделия. Поэтому сечение срезаемого металла отдельными зернами может практически приобретать любую форму и размеры. В действительности не все абразивные зерна, находящиеся на поверхности круга, имеют возможность срезать стружки. Активно участвуют в резании только около 10% абразивных зерен, расположенных на той части поверхности круга, которая в данный момент находится в контакте с обрабатываемой поверхностью. Остальные зерна либо не имеют фактического контакта с изделием, либо только скользят по поверхности и заглаживают шероховатости, образованные предшествующими зернами. В зависимости от радиуса округления режущих кромок абразивных зерен, глубины их внедрения и взаимодействия абразивного и обрабатываемого материалов будет различный характер резания отдельных зерен. Если глубина внедрения режущей кромки 3 с. а. Попов С5 Установим охранное оборудование. Тел. . Звоните! |