
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 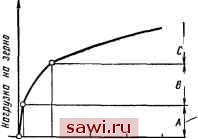 зерна при шлифовании без охлаждения будет не меньше 0,1 радиуса округления вершины, то такое зерно будет производить микрорезание. Если глубина внедрения меньше, то такое зерно будет производить пластическое оттеснение материала. В случае, когда глубина внедрения зерна менее 0,01 радиуса округления вершины, происходит упругое оттеснение материала. Переходу от упругого деформирования к пластическому и от пластического оттеснения к микрорезанию соответствуют определенные критические нагрузки (рис. 26). В зоне пластического деформирования металл обтекает абразивное зерно и выдавливается в направлении, перпендикулярном направлению царапины. Объем металла, выдавленного по кра- Зона минро-Срезания Зона ппас-тическпгп деформирования Зона упругого deipop- т 0.1 0.2 0.3 в.> Глудина относительного Внедрения оброзиВного зерно Рис. 26. Зависимость между нагрузкой и глубиной относительного внедрения абразивных зерен: А - зона упругого деформирования, В - зона пластического деформирования (оттиснения), С - зона микрорезания ям канавки - царапины, может быть значительным (до 80% от объема царапины). При увеличении глубины внедрения зерен оттеснение материала сменяется образованием стружки, которая отделяется от основного металла. Рабочий цикл шлифования, т. е. процесс съема металла в пределах припуска, осуществляется в три этапа. На первом этапе, начиная с момента контакта круга с деталью, происходит процесс постепенного врезания. Действительный съем металла в этот период меньше теоретического, так как при внедрении абразивных зерен в металл возникает сила сопротивления, которая действует на круг со стороны шлифуемого изделия. Радиальная сила вызывает деформацию некоторых деталей в механизмах станка и выбор имеющихся зазоров и люфтов. В системе станок - круг - изделие в этот период создается натяг. С увеличением натяга возрастает и съем металла. Время врезания зависит от режима шлифования и жесткости системы. Жесткость / технологической системы станок - приспо- собление - инструмент - деталь (СПИД) определяется отношением действующей силы Ру к величине деформации (перемещения) у, вызываемой этой силой Ру кгс Ml После создания определенного натяга в системе устанавливается примерно постоянная интенсивность съема металла. В этот период, называемый установившимся процессом (второй этап цикла), толщина слоя снимаемого металла примерно соответствует величине поперечной подачи. В третий период шлифование производится с уменьшенной или выключенной (нулевой) поперечной подачей. Интенсивность съема металла убывает, так как глубина врезания абразивных зерен и натяг в системе постепенно уменьшаются. Этот период называется зачисткой или выхаживанием. При выхаживании уменьшается шероховатость шлифуемой поверхности и повышается точность обработки. § 2. СИЛЫ РЕЗАНИЯ ПРИ ШЛИФОВАНИИ При срезании стружек на абразивные зерна инструмента действуют силы сопротивления металла разрушению, называемые силами резания. Сила, действующая на шлифовальный круг в направлении главного движения, т. е. касательно к режущей поверхности круга, называется тангенциальной и обозначается Яг. Сила, препятствующая внедрению абразивных зерен в срезаемый металл и направленная нормально к режущей поверхности круга, называется нормальной и обозначается Ру. Сила, совпадающая с направлением продольной подачи при круглом наружном шлифовании, обычно называется осевой силой и обозначается Рх. При круглом шлифовании величина радиальной силы обычно составляет 10-70 кгс, тангенциальная сила обычно в 1,5-2,5 раза меньше радиальной, а осевая сила очень незначительна и бывает не более 0,5-1 кгс. При заточке режущего инструмента силы резания значительно меньше, так как снимаются небольшие величины припуска. Величина сил резания при шлифовании зависит в основном от скорости съема металла в единицу времени. Эта величина определяется произведением отдельных видов подач S, t и юи выражается в мм/мин. с увеличением любой из подач силы резания увеличиваются. На величину сил резания оказывают также влияние свойства обрабатываемого материала, характеристика поверхности круга, свойства охлаждающей жидкости и т. д. 3* 67 Чем тверже и прочнее обрабатываемый металл, тем силы резания при шлифовании больше. Применение охлаждения обычно немного уменьшает их. Чем острее абразивные зерна, расположенные на режущей поверхности круга, чем меньше площадь их контакта со шлифуемой поверхностью, тем легче они внедряются в обрабатываемый металл и тем меньше возникающие при этом силы резания. Например, при шлифовании твердых сплавов алмазными кругами радиальная и тангенциальная силы в 3-5 раз меньше сил, которые возникают при работе кругами из карбида кремния зеленого. О величине силы резания можно судить по коэффициенту режущей способности К, который характеризует такую скорость съема материала при шлифовании, которая соответствует 1 кгс возникающей нормальной силы Ру. /< = -- MMjMUH кгс, где Q - скорость съема материала, мм/мин. При обработке стали абразивными кругами на керамической связке величина коэффициента режущей способности в среднем составляет около 200 мм/мин-кгс. Для оптимальных условий обработки К повышается до 250-350 мм/мин-кгс, при неблагоприятных условиях снижается до 100-150 мм/мин-кгс. При заточке твердосплавного инструмента величина К значительно меньше и составляет: 40 -i- 50 мл?Iмин-кгс при заточке алмазными кругами на бакелитовой связке, 10 25 мл?Iмин кгс кругами на металлической связке, 5 15 мм/мин-кгс при заточке кругами из карбида кремния зеленого. Силы, возникающие при шлифовании, действуют и на шлифуемую деталь. Под действием сил резания обрабатываемая деталь стремится сдвинуться, чему препятствуют приспособления, с помощью которых она закрепляется на станке (патрон, центра, тиски, магнитная плита и т. д.). Однако даже при надежном закреплении деталь прогибается и это уменьшает точность ее формы и размеров при шлифовании. При йыхаживании силы резания и интенсивность съема металла уменьшаются, а это приводит к повышению точности геометрической формы обрабатываемой детали. § 3. ТЕПЛОВЫЕ ЯВЛЕНИЯ И ОХЛАЖДЕНИЕ ПРИ ШЛИФОВАНИИ Силы, которые возникают при шлифовании, производят работу срезания и деформирования стружек и преодолевают трение абразивных зерен по обрабатываемой поверхности. Около 80% работы, затрачиваемой на шлифование, обычно переходит в теплоту. Часть образующейся теплоты уносится со стружкой, часть остается в Установим охранное оборудование. Тел. . Звоните! |