
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 ное вращение, то он будет покачиваться около положения устойчивого равновесия. Неуравновещенность может быть устранена либо удалением материала со стороны тяжелого места, либо добавлением противовеса со стороны легкого места. При балансировке шлифовальных кругов пользуются вторым методом, т. е. устраняют неуравновещенность перемещением специальных балансиро- 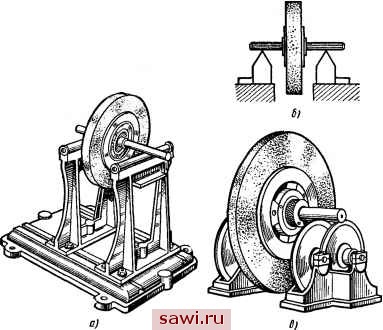 Рис. 29. Станки для статической балансировки шлифовальных кругов: а - с двумя параллельными валиками, б - с опорными ножами, в - с двумя парами вращающихся дисков вочных грузиков ( сухариков ), размещаемых либо во фланцах, либо в специальных приспособлениях и устройствах. Практически балансировку выполняют на станках с двумя параллельно расположенными горизонтальными валиками одинакового диаметра (рис. 29, а), с опорными ножами (рис. 29, б), с двумя парами вращающихся дисков (рис. 29, в). Балансировка кругов на станках с цилиндрическими валиками производится следующим образом: устанавливают валики балансировочного станка горизонтально; круг с оправкой устанавливают таким образом, чтобы он между валиками располагался симметрично, а ось балансировочной оправки была перпендикулярна к валикам станка; компенсирующие грузики во фланцах устанавливают в нейтральное положение, т. е. в положение, при котором они взаимно уравновешиваются относительно оси фланца; отмечают радиальной чертой при помощи мела легкое место и проверяют правильность отметки путем покачивания в одну и другую сторону; перемещают балансировочные сухарики по пазу в рабочем фланце, добиваясь статического равновесия. Обычно средний сухарик должен быть установлен симметрично относительно меловой черты, а два крайних - примерно на равном расстоянии от него. Если тяжелая часть круга по-прежнему стремится занять нижнее положение, то крайние сухарики приближают последовательно к среднему, и наоборот; контролируют правильность балансировки (уравновешенный круг должен Таблица 22 Предельные значения дисбаланса
оставаться неподвижным в любом положении относительно меловой черты). Если требуется выявить величину неуравновешенности круга, то используют балансировочные весы или подбирают такой груз, который, будучи расположен на периферии круга, приводит круг к безразличному равновесию. Величина веса такого груза, который перемещает центр тяжести на ось вращения круга, служит мерой статического дисбаланса. Предельные значения дисбаланса зависят от высоты круга, наружного диаметра и установленных ГОСТ 3060-55 классов дисбаланса, определяющих точность изготовления кругов. В табл. 22 приведены предельные значения дисбалансов для кругов высотой до 25 мм. Предположим, что при балансировке круга на керамической связке зернистостью 40 диаметром 300 мм при высоте 20 мм был выявлен дисбаланс в 50 г. Для круга этой характеристики предельным классом дисбаланса по ГОСТ 3060-55 установлен третий класс, т. е. при данных размерах согласно табл. 22 он не должен быть выше 30 г. Так как измеренный дисбаланс превосходит предельно допустимое значение, то такой круг не должен использоваться при работе на станке. Круги класса А должны иметь дисбаланс не ниже 1 и 2-го классов без компенсации. После балансировки круг устанавливают вместе с рабочими фланцами на станок и производят первую правку. После первой правки круг необходимо подвергнуть повторной балансировке. Не- смотря на значительные затраты времени на балансировку, применение уравновешенных кругов окупается высоким качеством шлифования и заточки, повышением безопасности работы и удлинением срока службы станка. § 2. ЗАЩИТНЫЕ УСТРОЙСТВА И ПОДРУЧНИКИ Причиной травмы рабочего могут быть неогражденные передаточные механизмы и вращающиеся части станка. Большинство современных станков имеет постоянные ограждения, прочно прикрепляемые к корпусу станка. Работать на станке, не имеющем необходимых ограждений, запрещается. Кожух круга должен быть изготовлен из стали или ковкого чугуна и обладать необходимой прочностью. Толщина стенок кожуха Открытая часть Открытая часть 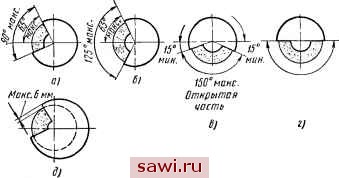 ШО°иакс Открытая часть Рис. 30. Расположение и наибольшие углы раскрытия защитного кожуха при различных условиях работы: а - для кругов на обдирочных и точильных станках, б - для тех же станков при расположении затачиваемого инструмента ниже оси круга, в - для кругов иа плоскошлифовальных станках, г - для кругов на обдирочных станках с качающейся рамой, д - для кругов с подвижным кожухом -36 ММ, в зависимости от размеров круга должна быть не тоньше 4-и материала кожуха. Расположение и наибольшие допустимые углы раскрытия защитного кожуха зависят от типа станка и условий работы. Для кругов, применяемых на обдирочных и точильных станках, открытая часть должна быть не более 90°, причем угол раскрытия по отношению к горизонтальной линии не должен превышать 65° (рис. 30, а). При необходимости располагать деталь или затачиваемый инструмент ниже оси круга допускается увеличивать угол раскрытия до 125° с установкой кожуха согласно рис. 30, б. На круглошлифовальных, резьбошлифовальных, плоскошлифоваль- Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||||||||||