
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 радиусной кромки на инструменте является ось IV-IV бабки изделия. Универсальная головка (рис. 42) применяется для заточки инструмента при консольном закреплении и состоит из основания /, углового поворотного кронштейна 2 и корпуса 5, внутри которого на подшипнике скольжения вращается шпиндель 6 с отверстием (конус Морзе № 1). На переднем конце шпинделя имеется лимб, а на заднем - делительный диск 4 (храповик). Головка закрепляется в Т-образном пазу стола при помощи рукоятки 3 с эксцентриковым зажимом. Устанавливаемые на стол станка центровые бабки не имеют принципиальных конструктивных отличий от бабок, применяемых на других универсально-заточных станках. Контрольные вопросы 1. Какое оборудование считается универсальным, а какое специальным? 2. Как заменяется ремень на универсально-заточном станке? 3. Как устроены направляющие верхнего стола для облегчения его хода? 4. Для чего служат центровые бабки и чем отличается передняя бабка от задней? 5. Какие универсальные головки входят в комплект универсально-заточного станка? Какая головка и каким образом используется для круглошлифовальных работ? 6. Какие инструменты затачивают в тисках? Сколько осей поворота имеют тиски? 7. Для каких работ используется станок модели 3640? ГЛАВА VI ЗАТОЧКА РЕЗЦОВ § 1. ТИПЫ РЕЗЦОВ, ИХ КОНСТРУКТИВНЫЕ и ГЕОМЕТРИЧЕСКИЕ ОСОБЕННОСТИ Резец является наиболее распространенным инструментом в металлообрабатывающей промышленности. Он применяется для обработки плоскостей, тел вращения, фасонных поверхностей, а также для разрезки материалов, нарезания резьб и т. д. Резцы подразделяются: По виду станков - на токарные, строгальные, долбежные, резцы для автоматов и полуавтоматов, расточные, специальные для специальных станков. Рис. 43. Конструкция головки резца: а - прямая, б - отогнутая, в - изогнутая, г - оттянутая По направлению подачи - на резцы правые и левые (рис. 43, а). Правые резцы на токарном станке работают при подаче справа налево, т. е. к передней бабке станка. По конструкции головки - на прямые, отогнутые, изогнутые, оттянутые. У прямых резцов ось в плане,и боковом виде прямая (рис. 43, а). Отогнутые резцы имеют ось в плане отогнутую (рис. 43, б). У изогнутых резцов ось в боковом виде изогнута (рис. 43, е). У оттянутых резцов головка уже тела (рис. 43, г). По виду обработки - на проходные, подрезные, отрезные, прорезные, расточные, фасонные, резьбонарезные. Проходные резцы прямые и отогнутые применяются для обработки деталей вдоль оси вращения (рис. 44, й). Подрезные резцы прямые и отогнутые применяются для обработки деталей в направлении, перепендикулярном или наклонном к оси вращения (рис. 44, б). Подрезка торца может быть произведена и проходным отогнутым резцом, если сообщить ему поперечную подачу. Отрезные и прорезные резцы применяются для отрезания или разрезания заготовок и прорезания узких пазов (рис. 44, е). Расточными резцами производится обработка отверстий (рис. 44, г). Резьбовые резцы применяются для нарезания резьб, а фасонные - для обработки фасонных поверхностей. По установке относительно детали - на радиальные и тангенциальные Радиальные резцы (обычные) устанавливаются так, что тело резца располагается в горизонтальной плоскости. Тангенциальные
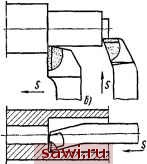 Рис. 44. Резцы для различных видов обработки: а - проходные, б - подрезные, е - отрезные, г - расточные резцы устанавливаются по касательной к обрабатываемой детали. Эти резцы затачиваются только по передней поверхности, а для образования заднего угла резец наклоняется в вертикальной плоскости. По характеру обработки - на обдирочные (черновые), чистовые, резцы для тонкого точения. По сечению стержня - на прямоугольные, квадратные и круглые. По роду материала - на резцы с пластинками из твердого сплава, из быстрорежущей стали, с пластинками из минералокерамики. По способу изготовления - на цельные и составные. Цельные резцы - это резцы, у которых головка и державка изготовлены из одного материала. При применении дорогостоящих твердых сплавов и быстрорежущих сталей резцы изготавливаются составными: головка - из инструментального материала, а тело (державка) - из конструкционной углеродистой стали. Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||