
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 Наибольшее распространение получили составные резцы с пластинками из твердого сплава или быстрорежущей стали, прикрепленными тем или иным способом к головке резца. Пластинки из твердого сплава припаиваются или крепятся механически, а пластинки из быстрорежущей стали привариваются. Геометрические параметры режущей части резца были представлены в главе I. Основное назначение заднего угла - обеспечить свободное перемещение резца по обрабатываемой поверхности. Рекомендуемые значения главного и вспомогательного задних углов в зависимости от назначения резца и подачи в град приведены ниже При подаче При подаче меньше больше 0,25 мм 0,25 мм Проходные, подрезные 12 6-8 Отрезные, прорезные 12-15 8-10 Расточные.......12-15 8-10 Эти значения действительны для резцов с пластинками из твердого сплава и быстрорежущей стали. Задняя поверхность должна быть выполнена так, чтобы затраты на заточку и доводку были минимальными. Для твердосплавных резцов возможны следующие варианты в зависимости от величины угла врезания пластинки и ее расположения по отношению к державке. Задняя поверхность твердосплавных пластинок почти всех номеров снабжена скосом под углом а - 20°. Пластинка для напаянных резцов устанавливается под углом 0 в пре-Рис. 45. Схема врезания твер- j 12-18° (рис. 45). В ЭТОМ случае досплавнои пластинки \к / j задняя поверхность может оформляться под тремя углами: по фаске угол а, по остальной части пластинки угол а -j- 3° и по державке угол а -f- 5° (рис. 46, а). Это позволяет затачивать пластинку и державку различными кругами, а также производить доводку резцов. При одновременной обработке твердосплавной пластинки и державки кругами из карбида кремния задняя поверхность будет иметь только два угла: а по фаске и а -)- 2 по пластинке и державке. В конструкции резца допускается нависание твердосплавной пластинки относительно державки на величину до 1,5 мм после пайки. После заточки нависание пластинки над державкой не должно превышать 0,8 мм (рис. 46, б). Это позволяет затачивать и доводить пластинку твердого сплава алмазными кругами, не касаясь державки. Передняя поверхность может иметь две основные формы: плоскую и криволинейную (рис. 47). Плоская форма применяется для  обработки хрупких или весьма твердых материалов (чугун, бронза, сталь с = IGO кгс/мм), криволинейная-для обработки вязких, мягких или средней твердости материалов (сталь с ор = 70 кгс/ /мм). Обе формы могут быть снабжены ленточкой /. Ширина ее принимается в пределах 0,2-1 мм в зависимости от величины подачи, причем с увеличением подачи ширина ленточки возрастает. Ленточка упрочняет режущую кромку и предохраняет ее от выкрашивания. Для резцов из быстрорежущей стали ленточка направлена под положительным углом от О до +8°, а для твердосплавных резцов - под отрицатапьным углом от -3 до -10°. При подачах S 0,02 мм ленточку не делают, в этом случае рекомендуется небольшое притупление кромки. Для облегчения отвода стружки при обработке сталей передняя поверхность делается с лункой радиусом R (рис. 48, о). Размеры лунки - ширина В и радиус R выбираются в зависимости от подачи, глубины резания, скорости резания и механических свойств обрабатываемого материала. При получистовой обработке стали с Овр <С 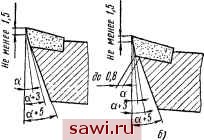 Рис. 46. Формы задней поверхности резцов с твердосплавной пластинкой: а - без иависания твердосплавной пластинки, б - с нависанием твердосплавной пластинки 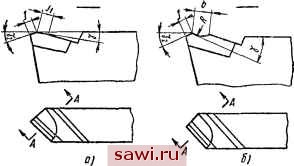 Рис. 47. Формы передней поверхности резцов: а - плоская, б - криволинейная <80кгc/лiлгc < = 1,0-В = 2,0-2,5 мм и R -5,0 mmhS 0,3 мм/об рекомендуется брать = 4 -- 6 мм. В последнее время получили распространение резцы с мелкоразмерными лунками (R = 0,8ч-1,8 мм), обеспечивающие надежное и стабильное ломание стружки (рис. 48, б). Завивание н ломание стружки можно получить также при помощи уступа на передней поверхности (рис. 48, е), который целесообразно применять при S = 0,25 мм/об. Рекомендуемые размеры уступа: Е = 105-115°; т = 5-=-15°; h = 0,6--1,5 мм; R = 0,250,75 мм. 1-1,5 Я 0,84,8 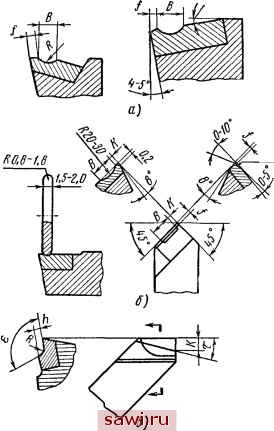 Рис. 48. Виды стружколомателей: а - лунка, б - мелкоразмерная лунка, в - уступ Ширина уступа К зависит от режима резания и может выбираться в пределах 1,6-г-6,0 мм. Главный угол в плане ф выбирается в зависимости от жесткости и виброустойчивости системы СПИД. Прн этом учитывается, что с уменьшением угла ф резко возрастает радиальная составляющая силы резания Ру. Чем меньше жесткость системы СПИД, тем большим должен быть угол ф. Установим охранное оборудование. Тел. . Звоните! |