
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 прижогов при заточке резцов из быстрорежущей стали и трещин при заточке твердосплавных резцов. Выбор характеристики круга и его скорости можно производить по данным табл. 26.  Неправильно Правильно а) 6) Рис. 51. Направление вращения круга при заточке резцов Очень важно с точки зрения производительности процесса обработки и качества заточенного инструмента обеспечить соответствующую силу прижима резца к кругу. С увеличением силы прижима возрастает производительность труда, но повышается опасность появления прижогов и трещин. Рекомендуется затачивать резцы с силой прижима 2-3 кгс. Таблица 26 Выбор характеристики и скорости круга для заточки резцов иа точильно-шлифовальиом стайке
Резцы из быстрорежущей стали обрабатываются в следующей последовательности: сначала затачивается передняя поверхность, а затем главная и вспомогательная задние поверхности и вершина резца. При заточке твердосплавных резцов применяется такой же порядок операций, только предварительно следует обработать задние поверхности резца по державке кругами из электрокорунда Э40СП<. Обработка державки производится под углом на 2-3° большим по сравнению с углом заточки по пластинке твердого сплава. Способ заточки резцов на точильно-шлифовальных станках является наиболее простым и производительным, но он имеет ряд существенных недостатков. В этом случае трудно получить заданные геометрические параметры режущей части резца, а также нельзя гарантировать отсутствие прижогов и трещин в поверхностном слое резцов, так как правильность выполнения заточных операций зависит только от квалификации заточника. Кроме того, для получения требуемой шероховатости поверхности резцы следует доводить на универсально-заточных или специальных станках. Заточка резцов на универсально-заточном станке в трехповоротных тисках обеспечивает получение заданных геометрических параметров режущей части резца. Для настройки тисков необходимо рассчитать величины углов, на которые следует повернуть тиски по трем шкалам с тем, чтобы правильно расположить резец относительно рабочей поверхности шлифовального круга. Начальное положение резца относительно шлифовального круга показано на рис. 52, а. На основании /, служащем для установки тисков на столе станка, расположены два колена 2 и 3, а также узел 4 закрепления резца 5, с помощью которых осуществляются все необходимые повороты резца вокруг осей А; Б; В. Отсчет углов поворота производится по шкалам, нанесенным на фланцах колен. Цена деления Г. Поворот в любом из трех направлений можно производить от О до 360°. Формулы настройки трехповоротных тисков при заточке передней поверхности. При заточке передней поверхности резец поворачивают вокруг оси В на угол, равный углу ф (рис. 52, б). Тогда плоскость, проходящая через главную режущую кромку и перпендикулярная опорной плоскости резца, окажется перпендикулярной оси Б. В результате последующего поворота резца вокруг оси Б на угол, равный углу А, главная режущая кромка будет параллельна оси А. Причем плоскость, проходящая через главную режущую кромку и параллельная рабочей поверхности круга, будет составлять с опорной плоскостью резца угол, равный углу К. После поворота резца вокруг оси Л на угол ул? окончательно получают установку резца для заточки его передней поверхности; причем -передний угол в сечении, нормальном к режущей кромке. Этот угол связан со стандартным передним углом у зависимостью tgYiv=tgycos К. Итак, для настройки тисков при заточке передней поверхности резца необходимо произвести повороты вокруг осей А, Б и Б на следующие углы: . Од = Yл Ов = (р. На рис. 52, б стрелками показано направление поворота по указанным щкалам для правого резца с положительными значениями уг- 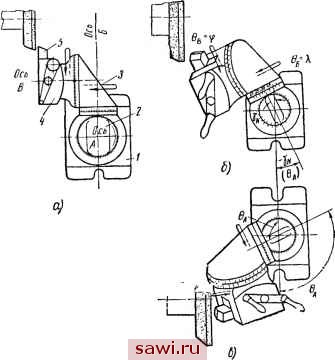 Рис. 52. Положение резца ygHp jp.---\l.-e.=SO*cf относительно шлифовального круга: а - начальное, б - прн заточке передней поверхности, е - при заточке главной задней поверхности лов ул и X. Если же правый резец имеет отрицательные значения углов yjy и Я, то направление поворота по шкалам А и Б меняется на противоположное. При заточке левых резцов изменяется направление поворота по шкале В. Формулы настройки трех ков при заточке задних по ц о в имеют следующий вид (рис. 52, е): 08 = Я; ев = ф. поворотных верхностей т и с-р е 3- Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||