
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 Все узлы станка (рис. 60) крепятся на станине /, представляющей собой чугунную отливку коробчатой формы. Внутренняя полость станины используется для установки гидроагрегата и размещения двухскоростного электродвигателя привода шлифовального круга. К верхней плоскости станины крепятся стальные планки, по которым перемещаются салазки 3. Салазки могут перемещаться в попе- 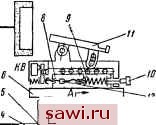 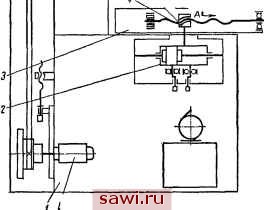 I Эл.дйигатепь Ш-Зг-к/г N=2.3/2,9 кбт п /т/гв50 об/мии Рис. 60. Кинематическая схема полуавтомата для заточки резцов мод. ЗА624 речном направлении или вручную винтом 5 или автоматически от гидроцилиндра 2. Корпус гидроцилиндра, перемещаясь относительно станины, тянет за собой салазки при помощи гайки 4 и винта 5, используемых в данном случае в качестве поводка. По направляющим качения салазок в продольном направлении перемещается стол 6 от гидроцилиндра 7. На передней стенке стола укреплена планка с двумя кулачками, при помощи которых устанавливается величина продольного хода стола. Положение планки относительно стола регулируется, что дает возможность менять зону продольного хода стола относительно шлифовального круга, не сдвигая кулачков и не расстраивая настройку величины продольного хода. На столе станка крепится наклонный стол 8, предназначенный для установки резца на заданный угол и для регулирования силы прижима резца к шлифовальному кругу во время заточки. Наклонный стол состоит из плиты и каретки, которые имеют по две направляющие планки, а также стола, на котором крепится резец. Между направляющими плиты и каретки размещаются две пружины 9, регулируемые винтом 10. Величина усилия пружин определяется по шкале. Стол относительно каретки может поворачиваться на двух цапфах и удерживаться в заданном положении винтом. На каретке размещается конечный выключатель 1KB. Винт-упор 12, нажимающий на конечный выключатель, установлен в кронштейне на плите. Нажим на штифт конечного выключателя производится через рычажную систему. Резец закрепляется на станке при помощи клиновинтового ручного зажима. По особому заказу станок может быть оснащен гидравлическим приспособлением для крепления резца. При нажатии на кнопку Пуск цикла резцу сообщается продольная подача (возвратно-поступательное движение стола) и поперечное перемещение в сторону шлифовального круга. При настройке станка резец вводится в контакт со шлифовальным кругом вручную с помощью маховичка 13 ручного перемещения салазок. После достижения контакта резца с кругом, контролируемого по искре, вращением этого же маховичка производят смещение салазок на величину снимаемого припуска относительно укрепленного на наклонном столе резца. При этом освобождается конечный выключатель 1KB. Величина смещения салазок (припуск) отсчитывается по лимбу. При смещении салазок сжимаются две регулируемые пружины, которые в дальнейшем выполняют роль механизма подачи и перемещают каретку с резцом на круг по мере съема припуска. Съем припуска заканчивается после того, как каретка наклонного стола переместится до жесткого упора в плиту. В этот момент конечный выключатель, срабатывая, включает реле времени, определяющее длительность выхаживания резца. После выхаживания резец отводится от круга, что достигается перемещением салазок от гидроцилиндра 7. После прекращения продольной подачи резец снимают со станка. Следующий резец устанавливают по упорке, и поэтому его положение на наклонном столе оказывается таким же, как и предыдущего. После включения цикла станка резец, перемещаясь в сторону круга, входит с ним в контакт, а салазки, продолжая движение, смещаются относительно резца на величину припуска, установленную для первого резца. Величина износа круга периодически ком- пенсируется ручным смещением салазок. Далее цикл работы станка повторяется. Скорость вращения кругов КЗ должна быть равна 8-15 м1сек; скорость алмазных кругов на металлической связке - 18-20 мкек, а на бакелитовой связке - 30 м1сек. Для изменения скорости круга необходимо установить ременную передачу на соответствующие шкивы, а переключатель, расположенный на дверке левого электрошкафа, в нужное положение. Величина продольной подачи регулируется рукояткой и устанавливается в пределах 4 -т- 6 м/ман при абразивной заточке и в пределах 1-3 м/мин при алмазной заточке. Длина хода стола устанавливается такой, чтобы при заточке шлифуемая поверхность резца выходила за кромку круга на величину, равную 1/3 всей длины. Усилие прижима резца к шлифовальному кругу при заточке только по твердому сплаву кругом КЗ 40-25 МЗК должно быть в пределах 30 -- 35 кгс, а при заточке одновременно по твердосплавной пластинке и стальной державке усилие прижима следует увеличить до 40-i-50 кгс. При заточке твердосплавных резцов алмазным кругом на металлической связке усилие прижима должно быть не более 10 кгс. Настройка приспособлений для заточки задних и передних углов показана на рис. 61. Электрохимическая заточка твердосплавных резцов сечением от Юх 16 до 40x50 мм может производиться на станке модели 3623. Станок состоит из двух основных частей: собственно станка и выпрямителя, питающего станок технологическим током. Кинематическая схема приведена на рис. 62. Все движения, необходимые в процессе заточки, производятся шлифовальным кругом. По V-образной и плоской направляющим станины 1 перемещается на роликах каретка 2. В верхней ее части по 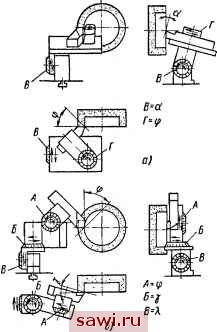 Рис. 61. Схема настройки приспособлений полуавтомата ЗА624 при заточке: а - задних поверхностей, б . верхностей, А. Б. В. Г передних по-- шкалы Установим охранное оборудование. Тел. . Звоните! |