
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 при переточке сверла необходимо полностью удалить сЛеды износа на его ленточках. Поэтому величина припуска при переточке 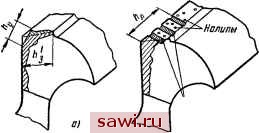 Проточины Б) Рис. 69. Виды износа спиральных сверл: с - по задней поверхности со срезом уголков, б - по ленточкам с образованием проточин и появлением налнпов равна /г = + А, где А = 0,1-0,15 мм для быстрорежущих сверл и А = 0,05 мм для твердосплавных сверл (табл. 33). Таблица 33 Нормальный припуск на переточку сверла
§ 2. МЕТОДЫ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ Наиболее известными методами заточки спиральных сверл являются конический, винтовой, сложно-винтовой, одноплоско-стной, двухплоскостной, фасонный и эллиптический. Конический, винтовой и сложно-винтовой методы требуют специального оборудования, а остальные позволяют затачивать сверла на универсально-заточных станках с использованием нормального комплекта приспособлений. В процессе заточки для получения определенной формы задней поверхности сверло и шлифовальный круг совершают ряд относи- тельных формообразующих движений. В зависимости от метода заточки и конструкции станка число формообразующих движений колеблется от одного до трех. Формообразующие движения могут выполняться только сверлом или только кругом или распределяться между ними. При конической заточке (рис. 70) сверло покачивается вокруг оси / - /, скрещивающейся с осью сверла. I тип Ш тип 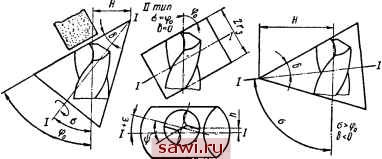 О.) б) 6) Рис. 70. Типы конической заточки сверла Параметрами конической заточки являются: h - расстояние между осью сверла и осью качания (осью конуса заточки). Чем больще h, тем больще угол а; расстояние между верщиной конуса заточки и осью сверла; угол разворота сверла, измеряемый между проекциями оси качания и главной кромки на торцевую плоскость сверла (угол наклона поперечной кромки сверла яр умень-щается при уменьшении Н или увеличении е); угол установки сверла, измеряемый между осью сверла и плоскостью шлифовального круга. Угол установки фо всегда несколько меньше, чем ф - половина угла сверла при вершине. Угол установки сверла используется для настройки угла 2 ф и приближенно определяется по табл. 34; угол скрещивания осей сверла и конуса заточки; половина угла конуса заточки (6 = фо - о). Существуют три типа конической заточки: I тип, при котором вершина конуса заточки располагается впереди вершины сверла, а угол скрещивания о обычно принимается равным 20 или 45° (рис. 70, а); П тип, при котором ось качания параллельна поверхности шлифовального круга и конус заточки превращается в круговой цилиндр (рис. 70, б); Фо - Ill тип, при котором вершина конуса заточки располагается позади вершины сверла, угол скрещивания выбирается в пределах 80-100° (рис. 70, в). Таблица 34 Приближенные значения угла установки оси сверла относительно поверхности шлифовального круга (при коническом, винтовом и сложно-винтовом методах заточки)
Задний угол в цилиндрическом сечении а для всех типов заточки возрастает от периферии к центру сверла, причем наиболее интенсивно при заточке I типа. Это создает более благоприятные условия резания на участках, прилегающих к поперечной кромке сверла. 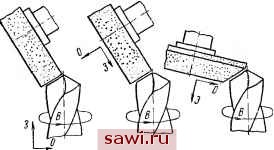 о) 6J Рис. 71. Винтовая заточка сверла: а - все движения приданы сверлу, б, в - движения распределены между сверлом и кругом; 3 - движение заты-ловаиия, О - движс;ние осциллирования, В - вращение сверла При винтовой заточке, положенной в основу большинства отечественных сверлозаточных станков, сверло совершает три формообразующих движения: вращение вокруг своей оси и возвратно-поступательные движения затылования и осциллирования (рис. 71). Из схемы последовательных положений сверла и круга при винтовой заточке видно, что в начальный момент заточки ось сверла с. А. Попов Установим охранное оборудование. Тел. . Звоните! | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||