
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 Таблица 36 Выбор абразивных средств н режимов обработки при заточке сверл торцом шлифовального круга (по данным ВНИИ)
Примечания: К Быстрорежущие сверла затачивать и доводить только с охлаждением. 2. Прн работе периферией шлифовального круга можно увеличить его твердость на одну ступень или поднять скорость круга иа 20%. 3. Для ааточки сверл диаметром менее 3 мм применяются круги зернистостью 12-16 и нижний предел глубины шлифования. вается кинематикой станка. Для остальных методов попеременная заточка невыгодна из-за большой потери времени на деление. При коническом, одноплоскостном, двухплоскостном, фасонном и эллиптическом методах обычно применяют смешанную заточку, при которой основная часть припуска удаляется с перьев сверла раздельно, а зачистные и выхаживающие проходы выполняются попеременно. Такая схема обеспечивает высокую производительность заточки сверла и незначительное биение режущих кромок. Качество заточки сверла в большой степени определяется правильностью выбора абразивных кругов и режимов шлифования (табл. 36). Сверла из быстрорежущей стали (диаметром свыше 3 мм) следует затачивать и доводить только с охлаждением. Охлаждающая жидкость - водный раствор нитрита натрия (0,3-0,4%) - подается в количестве 6-8 л/мин. Сверла диаметром менее 3 мм нередко затачиваются всухую. Для предупреждения прижогов и улучшения чистоты задних поверхностей сверла рекомендуется смазывать воском рабочую поверхность шлифовального круга. Быстрорежущие сверла, подлежащие доводке, затачиваются под задним углом, на 2-3° большим, чем указано в чертеже. Доводку можно делать на том же станке, что и заточку, однако целесообразнее наносить узкую фаску (плоскость) вдоль главной кромки на универсально-заточном станке. Сверла, оснащенные твердосплавной пластинкой, всегда затачиваются по двум поверхностям. Сначала затачивается затылочная поверхность с задним углом 25-30°. Эта операция выполняется кругами из зеленого карбида кремния такой же характеристики, как в табл. 36. Затем алмазным кругом обрабатывается участок твердосплавной пластинки, непосредственно прилегающий к главной кромке, где а, == 16°. Монолитные твердосплавные сверла можно сразу затачивать алмазным кругом, если припуск не превышает 0,3-0,4 мм. Заточка и доводка твердосплавного инструмента обычно выполняются всухую. § 4. ОБОРУДОВАНИЕ И ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАТОЧКИ СВЕРЛ Заточка сверл по коническому, винтовому и сложно-винтовому методам ведется на специальных станках или приспособлениях, а для одно- и двухплоскостной, фасонной и эллиптической заточки обычно используется универсальное оборудование с нормальной оснасткой. Сверла диаметром менее 3 мм чаще всего затачиваются на станках или приспособлениях, оснащенных оптическими устройствами. Приспособление конструкции ВНИИ позволяет затачивать по плоскостям сверла диаметром до 1 жж с углом при вершине 60- 180° и задним углом О-45°. Для ориентации сверла при заточке, наблюдения за процессом заточки и окончательного осмотра заточенного сверла используется установленный на приспособлении бинокулярный микроскоп. На станке модели МФ-64 конструкции завода Фрезер затачиваются по плоскостям сверла диаметром от 0,1 до 3 мм. Сверло закрепляется в цанговой оправке, которая при заточке свободно базируется на наклонной призме. Оптическое устройство позволяет правильно ориентировать сверло и наблюдать за процессом обработки. Подача оправки со сверлом на глубину шлифования и деление выполняются вручную. Вив А 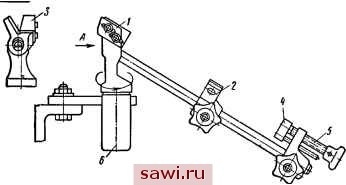 Рис. 78. Приспособление ЗБ632.50 для заточки сверл диаметром 6-25 мм: 1 - неподвижная призма, 2 - подвижная призма, 3 - ориентирующая планка, 4 -упор. 5 - микрометрический винт, 6 - ось качания Приспособления ЗБ631. 50, ЗБ632. 50, ЗБ633. 50 (рис. 78) для конической заточки II типа поставляется за особую плату к то-чильно-шлифовальным станкам новой гаммы (цифры и буквы до точки означают модель станка). Они служат для заточки сверл диаметром соответственно 3-12; 6-25 и 12-50 мм с углом при вершине 118°. При заточке сверло располагается в призмах 1 w. 2 и удерживается рукой. На передней неподвижной призме / имеется ориентирующая планка 3, к которой прижимается кромка ленточки затачиваемого пера. Подвижная задняя призма 2 поддерживает хвостовик сверла. Для подачи сверла на глубину шлифования используется упор 4 с микрометрическим винтом 5. При настройке приспособления необходимо только передвинуть заднюю призму и упор в соответствии с длиной сверла. Конструкция приспособления без какой-либо специальной наладки обеспечивает заточку сверл в заданном диапазоне диаметров с углами 2ф = Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||