
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 Ш в окуляре 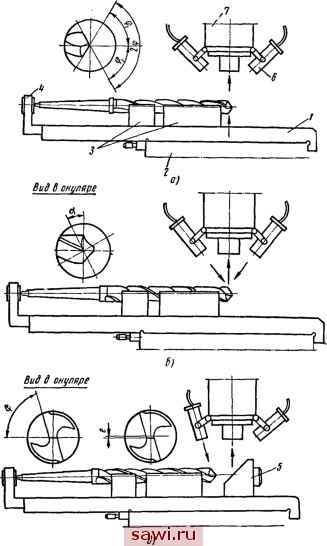 Рис. 92. Измерение параметров заточки сверла на инструментальном микроскопе: а - угла при вершине, б - заднего угла, в - угла наклона и не-центричности поперечной кромки; / - основание, 2 - стол. 3 - установочные призмы, 4 - упор. 5 - отражательная призма, 6 - осветитель, 7 - тубус микроскопа ряют, совмещая вертикальную визирную линию со следом задней поверхности на ленточке сверла. Отсчет ведут по угломерному окуляру микроскопа. Для измерения угла наклона поперечной кромки используется отражательная призма 5. Величина спада задней поверхности сверла измеряется индикатором с игольчатым наконечником, направление перемещения которого параллельно оси сверла (рис. 93). Величина спада должна быть достаточной, чтобы обеспечить зазор между задней поверхностью и поверхностью резания (дном отверстия) в процессе сверления. Оптимальным является спад в пределах q = (0,04 -т- 0,12) D. Аналогичным приемом, определяя спад задней поверхности на длине, равной щирине ленточки, а не на ширине пера, можно пересчетом или по специальным таблицам измерить задний угол а. Для получения высокой стойкости сверла и точных отверстий задние поверхности перьев должны быть заточены симметрично. 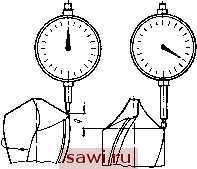 0} S) Рис. 93. Измерение величины спада задней поверхности сверла: а - начальное, б - конечное положение  Рис. 94. Прибор ВНИИ для контроля симметричности заточки сверла: / - основная призма, 2 - вспомогательная призма, S - сверло, 4 - контрольный валнк, 5 - прижим, 6 - шкала отклонений угла, 7 - индикатор показаний бие-ння кромок Т. е. они должны иметь равные углы ф и а и незначительное биение главных кромок. Биение главных кромок определяется индикатором по схеме, показанной на рис. 93. Наиболее характерной считается величина биения, измеренная посредине главных режущих кромок. Эта величина должна быть для сверл диаметром до 10 мм не более 0,06 мм, для сверл диаметром свыше 10 мм не более 0,08 мм. Для определения симметричности заточки сверл диаметром свыше 6 мм удобно пользоваться прибором конструкции ВНИИ (рис. 94), выпускаемым заводом КРИН под маркой ПКС-1. Прибор позволяет одновременно контролировать углы ф), фа и среднее осевое биение режущих кромок. Контрольные вопросы 1. Сколько режущих кромок имеет спиральное сверло? 2. Для какой цели канавки у спирального сверла делают винтовыми? 3. Что такое спад задней поверхности? 4. Какой вид износа у сверл является лимитирующим? 5. Как располагается ось качания относительно оси сверла при конической заточке и как меняется величина заднего угла при увеличении расстояния между этими осями? 6. Какие формообразующие движения имеют сверло и шлифовальный круг при винтовой заточке? Что считается прямым ходом в затыловании и осциллнро-вании? 7. Для каких сверл применяется одно плоскостная заточка и какова должна быть величина заднего угла при этом? 8. Чем обеспечивается прямолинейность главной кромки при эллиптической заточке? 9. Какие методы допускают произвольную установку сверла и шлифовального круга вдоль линии их контакта? 10. Какие разновидности подточки сверл применяются на практике? 11. Какие параметры и какими контрольными приборами измеряются у сверла после заточки? Установим охранное оборудование. Тел. . Звоните! |