
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 ГЛАВА VIII ЗАТОЧКА ЗЕНКЕРОВ И РАЗВЕРТОК § 1. ТИПЫ ЗЕНКЕРОВ И РАЗВЕРТОК, ИХ КОНСТРУКТИВНЫЕ И ГЕОМЕТРИЧЕСКИЕ ОСОБЕННОСТИ Зенкерование и развертывание являются операциями, следующими непосредственно за сверлением с целью повыщения точгюсти и чистоты обработки отверстия. Зенкерование дает отверстия 4-5-го класса точности с чистотой поверхгюсти V 4-V, а развертывание позволяет достигнуть 2-3-го класса точности и 6-7-го класса чистоты. Припуск на диаметр под зенкерование и развертывание обычгю равен соответственно 1-2 и 0,1-0,3 мм. Зенкеры (рис. 95) бывают хвостовыми или насадными, цельными или со вставными зубьями, быстрорежущими или с пластинками из твердого сплава. Цельный хвостовой зенкер напоминает сверло, но, имея больщее число зубьев (три или четыре) и увеличегшый диаметр сердцевины, обеспечивают себе лучшее направление в отверстии, повышенную чистоту обработки и исправление гюгреш-ностей формы отверстия. Главный угол в плане режущих кромок в большинстве случаев равен ф = 60°. У быстрорежущих зенкеров, работающих по стали, и всех твердосплавных зенкеров рекомендуется создавать переходную кромку с утлом ф = 30° и длиной 0,3-1 мм. Геометрические параметры режущей части задаются обычно в сечении плоскостью, перпендикулярной к проекции режущей кромки на осевую плоскость зенкера. Передгшй угол выбирается в зависимости от свойств обрабатываемого материала: для стали 8-12°, чугуна 6-10°, легких и цветных металлов 25-30°. Задний угол принимают равным 8-10°. Для правильной работы зенкера необходимо, чтобы биение главных кромок не превышало 0,05-0,06 мм. Угол наклона канавок к оси инструмента принимают в пределах (О = 10-20°. Зенкеры диаметром 10-32 мм делают хвостовыми, а диаметром 25-80 мм - насадными. Применение зенкеров, оснащенных пластинками из твердого сплава, позволяет значительно повысить производительность обработки. Пластинки твердого сплава могут напаиваться непосредственно в корпус зенкера или на вставной нож. Применение сборных конструкций дает возможность замены зубьев в случае их поломки, восстановления и регулирования размера зенкера и много- кратного использования корпуса. Во избежание выкрашивания твердого сплава на передней поверхности твердого сплава зачастую вводится отрицательная фаска (у = -10°; / = 0,2-0,3 мм). Задняя поверхность режущей и калибрующей части зенкера, оснащенного твердым сплавом, выполняется под двумя углами. 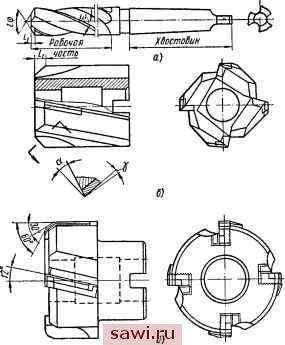 Рис. 95. Зенкеры: о - цельный хвостовой, б - оснащенный пластинками нз твердого сплава, насадной, в - сборный со вставными ножами, оснащенными пластннкамн нз твердого сплава, насадной Развертки (рис. 96) бывают ручными или машинными, хвостовыми или насадными, цельными или сборными, из стали (легированной или быстрорежущей) или с пластинками из твердого сплава. Ручные развертки, используемые при слесарных работах, отличаются малым углом в плане ф = 1-2° и большой длиной режущей части. Эти развертки изготавливают обычно из стали 9ХС. Машинные развертки используются при работе на токарных, револьверных и сверлильных станках. Угол в плане на режущей части равен ф = 15° для вязких металлов и ф = 5° для хрупких металлов. На переднем конце режущей части снимается заходная фаска под углом 45°, для направления развертки в отверстии, предохранения зубьев от выкрашивания в момент входа в отверстие и снятия завышенного припуска. 
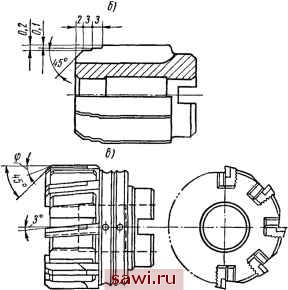 Рис. 96. Развертки: с - ручная цельная хвостовая, б - машинная цельная хвостовая, в - машинная цельная насадная с кольцевой заточкой, г - машинная сборная со вставными ножами, оснащенными пластинками из твердого сплава, насадная Калибрующая часть развертки служит для калибрования и зачистки отверстия и направления развертки при обработке. Зубья на калибрующей части имеют цилиндрическую ленточку, требующую очень тщательной доводки. Установим охранное оборудование. Тел. . Звоните! |