
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 Для предупреждения огранки отверстия зубья развертки имеют неравномерную разбивку, поэтому заточка разверток в делительных приспособлениях невозможна. Передний угол у у разверток обычно равен нулю и только у черновых разверток или при обработке особо вязких материалов у = 5-10°. Задний угол на режущей части а = 8°. Развертки, оснащенные твердым сплавом, затачиваются по задней поверхности под двумя задними углами а, = 8° и = 15°. На рис. 96, в показан чертеж развертки с кольцевой заточкой, рабочая часть которой состоит из калибрующей части и нескольких кольцевых уступов, служащих для снятия припуска и направления развертки в начале работы.  6) в) Рис. 97. Износ развертки из быстрорежущей стали: г - по задней поверхности, б - по передней поверхности, в - по ленточке Износ зенкеров и разверток (рис. 97) протекает по задним поверхностям, по передним поверхностям с образованием лунки и по ленточке с образованием поперечных проточин. Лимитирующим износом зенкера, определяющим наибольшее допустимое количество переточек, является износ по ленточке. Оптимальным считается h = (0,03-0,04) D. Величина припуска по длине зуба при переточке равна Л = Лл + А. где А = 0,08 -0,010 жж. Величина допустимого износа разверток определяется уменьшением точности размеров отверстия, поэтому нельзя допускать значительного износа разверток. Величина стачивания по длине зуба за одну переточку равна: диаметр развертки, мм . , величина стачивания, мм 3 5 10 15 20 25-30 35-40 45-50 0,5 0,6 0,7 0,8 0,9 1,0 1.1 1,2 § 2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАТОЧКИ Зенкеры и развертки затачиваются, как правило, на уии-версально-заточном станке. Заточка и доводка передних поверхностей и ленточек на калибрующей части, а также задних поверхностей на режущей части при угле в плане ф=45° производят- ся в центрах (рис. 98), причем насадной инструмент предварительно закрепляется на оправках. Заточка и доводка задних поверхностей зубьев зенкеров на режущей части с углом ф2г60° выпол- 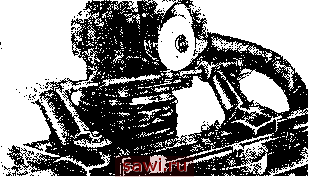 Phc. 98. Заточка прямо-зубой развертки в центрах на универсально-заточном станке: а - по передней поверхности, б - по задней поверхности на режущей части няются в двух- или Трехповоротных головках при консольном закреплении инструмента с базированием на конический хвостовик (рис. 99). При изготовлении инструмента заточка передней поверхности имеет целью снять окалину и обезуглероленный слой, придать передней поверхности необходимые геометрические параметры и 7 с. А. Попов чистоту. При переточке передняя поверхность подвергается обработке (чаще всего доводке) только в случае ее износа или повреждения . Передняя поверхность зуба зенкера или развертки затачивается кругом тарельчатой формы, причем для инструментов с прямыми зубьями используется торцовая сторона круга (рис. 100, а), а винтовые зубья обрабатываются конической стороной (рис. 100, б). Для радиальной установки рабочей поверхности круга пользуются специальным шаблоном. Если передняя поверхность нерадиальна, т. е. передний угол на калибрующей части не равен нулю, например при наличии 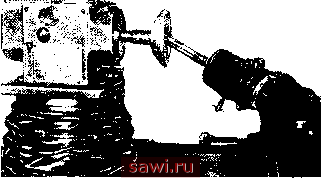 Рис. 99. Заточка задней поверхности зенкера в универсальной головке отрицательной фаски (рис. 100, в), необходимо круг сместить от радиального расположения. Если работа производится конической стороной круга, то , D sin Y 2 cos р где /Zj - смещение круга в направлении, перпендикулярном к оси инструмента; D - диаметр инструмента; V - передний угол на калибрующей части; Р - угол заправки круга. Для работы торцом круга D /Zi = -2-sinY. При заточке инструмента с винтовым зубом угол между осями шлифовального круга и инструмента должен составлять Установим охранное оборудование. Тел. . Звоните! |